







Product Manager -- Workholding
One of the main advantages of 5-axis machining is that it allows for the use of shorter, more rigid cutting tools. Faster feeds and speeds with less tool deflection and shorter movements combine to result in a good finish, more accuracy, heavier cuts, and fewer setups, all of which lower total cycle times.
Five-axis machining is a valuable capability for many businesses, but having a powerful machine is just one part of the equation.
Mission-critical parts like impellers and blades, medical components, moulds, gear housings, and valve bodies leave little room for error. They involve complex surfaces that need simultaneous movement of the part and tool.
This puts a premium on access and proper approach to the part, which is exactly where the right tooling and workholding strategies help. The smaller or more intricate those features are, think dental implants, the more approach should drive these decisions.
In fact, one of the main advantages of 5-axis machining – likewise 3+2 machining – is that it enables the use of shorter, more rigid cutting tools compared to 3-axis machining. Faster feeds and speeds with less tool deflection and shorter movements combine to result in a good finish, better accuracy, heavier cuts, and fewer setups, all of which lower total cycle times.
To improve access, and in turn tool performance, we need to understand common areas of interference. The OD of the spindle housing, for one, limits how close the table can come to the tool, which is something that might not be a consideration for 3-axis machining, except for parts with deep pockets or contours.
Table size is another interference consideration. What do large tables and small parts lead to? Long toolholders and tools, which result in low speeds, low depth of cut, and a higher chance of chatter.
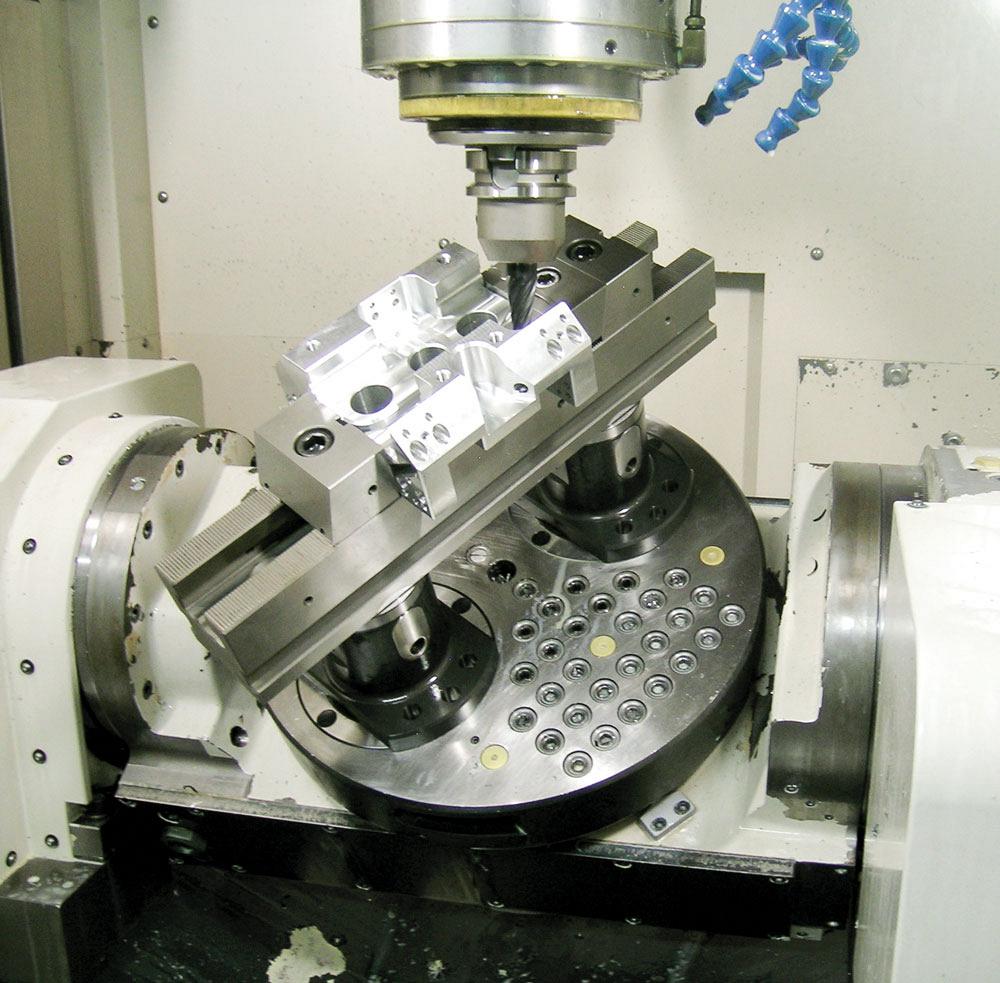
There is one fundamental difference in machinery that we look at first when helping a customer design workholding: Is it a trunnion-style machine that tilts and rotates the table, or is it a gantry-style machine in which the workpiece is stationary and the tool and spindle move completely around the workpiece?
With the trunnion-style machine, the part must rotate and move at the same time to allow for full simultaneous machining. You need to be cognizant of clearance problems with the machine’s spindle housing and the machine’s table, especially at full tilt when the table is perpendicular.
Bulky workholding traditionally has introduced the chance for collision while limiting setup flexibility as well, but approaches have been developed to make it an asset in multiaxis machining. Efficient 5-axis workholding technology locates and stabilizes the workpiece without obstructing access to the top and sides of the part, and it also allows a clamped workpiece to be flipped into new orientations for subsequent machining operations without unclamping from the workholding.
There is a natural limit of how close you can get to the table. The options are to make the tools excessively long or elevate the workpiece off the table. Since the rule of thumb is that it’s better to use a short tool to minimize chatter and maximize tool life and accuracy, shops lean toward elevating the workpiece to allow the spindle access.
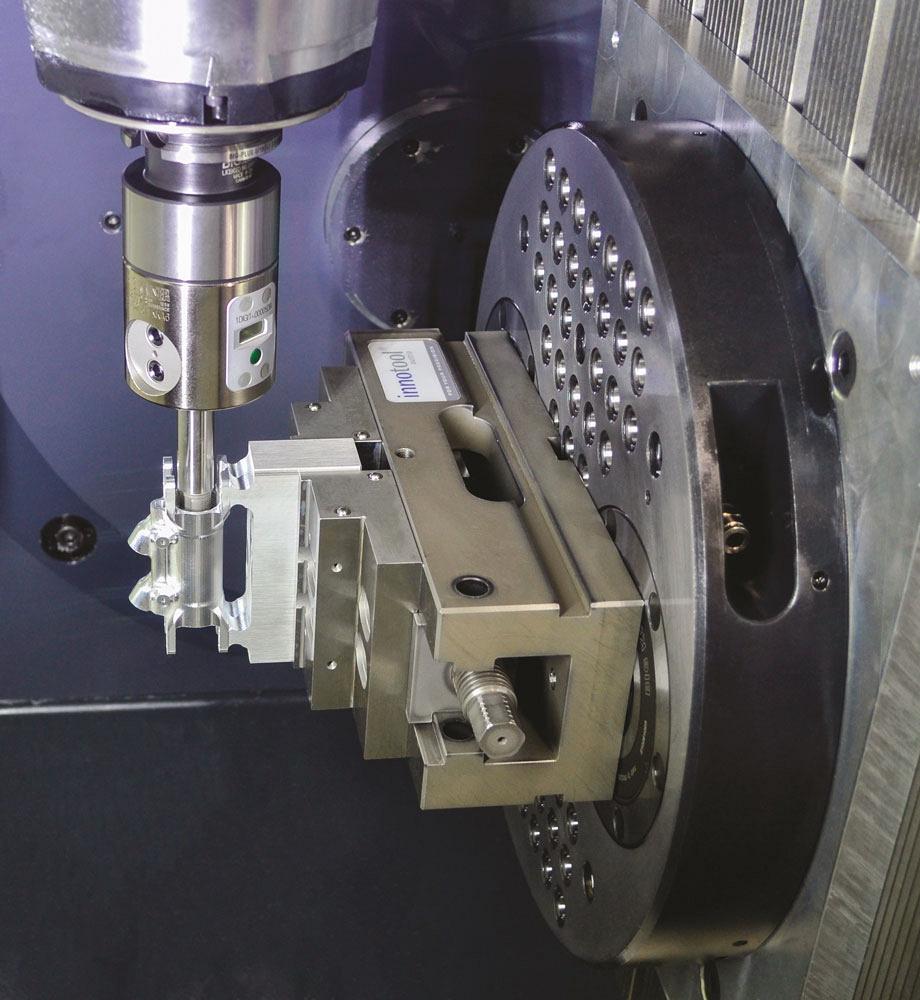
Efficient 5-axis workholding locates and stabilizes the workpieces without obstructing access to the top and sides of the part, and it also allows a clamped workpiece to be flipped into new orientations for subsequent machining operations without unclamping from the workholding.
Gantry-style machines usually work with aerospace structural workpieces or moulds for the automotive industry that are very large. The workholding system is spread out, based on the footprint of the machine.
If a standard vise is elevated off the table, then the vise generates an offset for the centre of the round workpiece. Although most modern 5-axis machines can handle dynamic offsets, a clearance problem is created with either the front end or spindle end of the vise, resulting in a huge mass of material that is not really helping in any way, but can cause interference or crashes with the spindle and housing. This situation is where you see a lot of self-centring vises where both jaws move uniformly to minimize the amount of dynamic offset.
In addition to workholding, the choice of toolholder has an impact on the process. Shrink-fit toolholders are deliberately undersized to accommodate the fact that heat is used to expand the ID enough for the tool to fit, then cooled to collapse around the shank. In a scenario where a collet chuck’s nose or body diameter may risk collision with a table, these less bulky holders tend to offer good access to part features, particularly in long-reach applications. A variety of different shrink-fit profile shapes and extensions are available that provide even more options.
Shrink-fit holders also boast excellent concentricity and accuracy thanks to even gripping across the entire circumference of the tool shank. That said, gripping power is dependent on tolerance of the cutting tool shank and outside body diameter. Also important to note, heavy-wall shrink-fit holders have higher gripping force, while slim-wall holders have reduced gripping force.
While shrink-fit is best suited for moderate to rough milling, the superior vibration control of hydraulic chucks makes them a good choice for finish milling, reaming, and drilling.
Hydraulic chucks aren’t reliant on as many variables, while their production is imminently consistent. Once a master bore is established during manufacturing and assembly, it’s a repeatable process over thousands of cycles. This translates to consistent clamping tolerances and forces over the life of the holder.
The second advantage is the natural damping characteristics hydraulics provide. That’s not to say shrink-fit holders are ineffective in terms of vibration management; their runout is five times better than side-lock holders.
There is also a cost that needs to be taken into account both for the holders themselves and the support systems. Hydraulic holders are slightly more expensive upfront, but require only a standard hex wrench to operate, allowing anyone with some training to change a cutting tool. Shrink-fit holders are slightly cheaper but require a shrink-fit machine to heat and cool the holder correctly, along with an understanding of how to avoid overheating and reduce the risk of burn injuries.
Coolant delivery that is as direct as possible is the key to providing proper heat dissipation, longer tool life, and better surface finish. Flooding the part doesn’t always work best. The first option, which should be standard on all machines, is through-spindle coolant. This gets the fluids right to the cutting tip of a drill and helps force chips back up the flutes to evacuate out of the cut. Coolant right at the cutting edge of a mill helps for the same reason; however, it’s important to note that as machine spindles get faster, the coolant will fan out from its intended target.
The next option to consider is using directed jets of coolant on the holder. Equipment manufacturers offer holders, or in some cases collet nuts, that specifically angle the coolant delivery holes to maintain the direction of the coolant flow.

Five-axis control opens up new opportunities to use cutting tools better.
Five-axis control opens up new opportunities to use cutting tools better and new cutter geometries are emerging that are better equipped for 5-axis work. If a workpiece is being machined at different angles with different portions of the tool, symmetrical cutters are required. Very few cutters are immune to blend lines or poor finish.
- Ball-nose end mills
Ball-nose end mills have zero cutting action at their tip, causing the material to “smear” rather than be cut to be lifted away by the flute. This is where the concept of tipping the cutter comes from. Tilting the tool axis allows the flutes to grab the material, pulling it away from the part rather than pushing, which causes it to build up on itself, the cutter, and the surface of the part.
- Circle segment cutters
Designed specifically for 5-axis machining, circle segment cutters have contoured profiles that enable a wider cutting contact with a contoured workpiece surface, almost like a super-large ball-nose end mill. They fall into a few basic types: taper, lens, oval, and barrel.
The biggest advantage of this tool is that it provides an equivalent or better surface finish with larger stepovers, resulting in fewer passes required to machine a 3D surface. Then, with the small-radius tip of the tool, you can get into tight corners. Not only can you do more with a single tool, it results in continuous machined surfaces with significant reductions in blending issues.
Circle segment tools also come in multiflute configurations. Add it all up and you get fewer tool passes while achieving better surface quality, faster feed rates, fewer tool changes, and a more productive cutting process.
- Multiflute end mills
When it comes to 3+2 machining, more flutes on a cutting tool lets you maintain higher speeds and feeds simply because more edges are in play. Moreover, the extra flutes provide more cutting surface on a tool, which results in longer tool life. Altogether, these advantages result in much higher metal removal rates, better surface finish, and lower overall cost.
Redundancy is a risk management strategy that larger shops may employ for machines, tools, and even employees. This becomes more important with full 5-axis applications because most are long-running cutting operations with the cutter engaged in the material for long periods of time. Eventually the cutting tools wear, even in aluminum.

Making coolant delivery as direct as possible is the key to providing proper heat dissipation, longer tool life, and better surface finish.
Redundancy in the tools is key to keeping the spindle up and running. Having the same holder and cutter setup waiting in the tool magazine is best. It would then be called up automatically once a cutting tool’s life span has been met. The next best scenario is to have a cart of duplicate tools waiting next to the machine, but then the operator has to manually change out the tool. This may be a source of error, depending on the operator’s skill set. Using RFID chips on the holder, along with a tool management system, can aid in reducing the errors.
Five-axis machining has unlocked creativity and productivity across the manufacturing world. It’s done the same for suppliers of tooling and machining equipment. When preparing a new machine or process, don’t overlook things like workholding and tooling that have evolved to make this kind of work even more powerful.
John Zaya is product manager of workholding for Big Kaiser Precision Tooling, 2600 Huntington Blvd., Hoffman Estates, Ill. 60192, 888-866-5776, www.bigkaiser.com.


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




