







Associate Editor
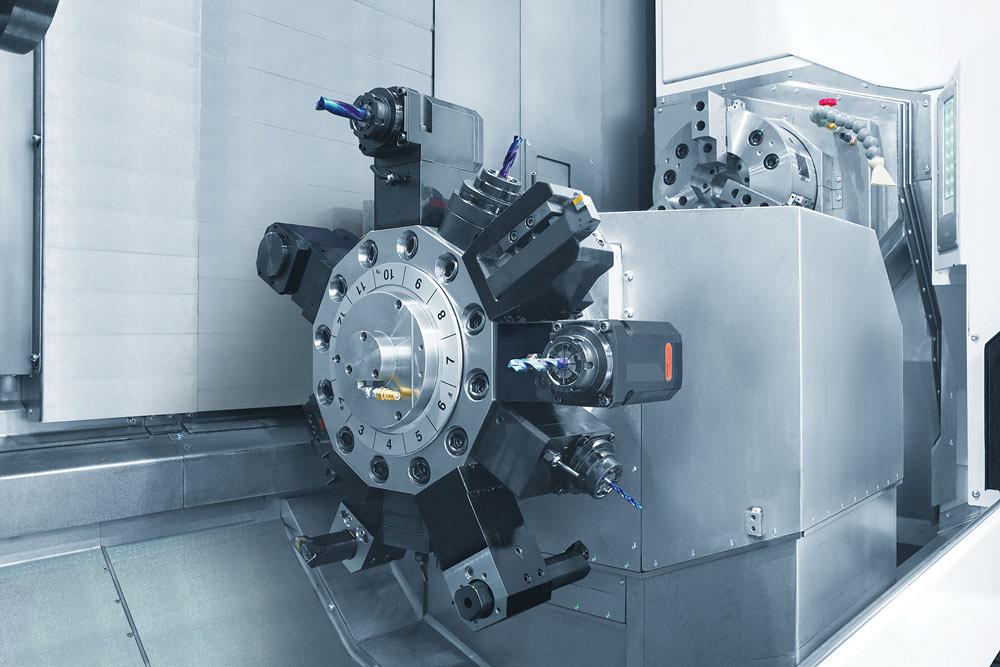
Manufacturers can achieve increased productivity with the use of balance cutting with the milling spindle and a lower turret for simultaneous machining with two tools. Mazak Canada
The skilled trades gap is something that manufacturers have been challenged with for several years and trends suggest that finding personnel, let alone skilled machinists, is only getting harder. Many shops are looking to find ways to attract new talent and one way to do this is through investing in the latest technology.
“Shops have to keep up with the Joneses if they want to compete,” said Carl Barthelson, regional sales manager at DN Solutions, Pine Brook, N.J. “If they don’t keep up with the latest technologies and services, they risk falling behind and potentially going out of business. Investing in the latest equipment can be a great recruiting tool.”
However, floor space can be a challenge when adding new capabilities and services. Not all shops have the space or capital to expand the shop floor to accommodate new machines. Oftentimes shops are looking to replace old equipment with machines of the same footprint. Reorganizing the shop floor, from the raw material conveyor to fluid recycling systems, can be both time consuming and costly. The best way to avoid this is to explore a machine that has as much technology as possible in a small footprint. This is where the multitasking machine really shines.
“The mill-turn machine is one of the most versatile job shop machines out there,” said Barthelson. “You can do so much on these machines including quote many different parts and produce square and round parts in a variety of materials like titanium, aluminum, steel, and more. These machines come in all envelope sizes, and while they are extremely versatile, they tend to be a bigger investment than some of the other machines on the market.”
A full mill-turn machine could have upwards of 9 axes that can be programmed. This can be overwhelming for shops that have not experienced this level of complexity before. However, machine manufacturers can offer both training and advice for getting the most out of these machines.
“It’s important to remember that, in general, multitasking machines tend to have a longer cycle time,” said Andrew Sweeting, applications manager, Mazak Canada, Cambridge, Ont. “The tool changes are not as quick as with traditional machines. And unless you have a machine with a lower turret, you're limited to working on both spindles at the same time. The trade-off is that shops get a process that's in control and can run untended day in, day out. Instead of having an operator stand in front of the machine, one person can manage three or four machines at the same time. While the cycle time is longer, throughput is greater, meaning a faster return on investment.”
A multitasking machine offers greater accuracy and the ability to perform more done-in-one setups. The features and technology in these machines lead to more agile and flexible shop operations with quicker turnaround.
“Talk to your machine manufacturer about your project,” said Sweeting. “They will be able to help you pick the machine and process. In most cases, what one shop is wanting to do with a multitasking machine, someone somewhere has done it before, and your machine manufacturer will have a good frame of reference to assist you with any project. And while it initially might seem intimidating, the amount of work that can be done on that machine will make it worthwhile.”
A multitasking machine used to produce small, palm-sized parts offers a level a flexibility that is not necessarily seen with larger parts or when moving the part in a work cell. To hold positional tolerances, moving the part from a lathe to a mill or another machine can be detrimental. An all-in-one setup ensures feature location and positional tolerances are achieved.
“From a market share standpoint, approximately 20 to 40 per cent of multitasking machines are dedicated to making small parts in that 20-in.-long by 8-in.-wide work envelope,” said Barthelson. “Beyond that, in the North American market, 40 per cent of shops have their own products, so when they are purchasing a machine, it’s with a specific part or series in mind. That, though, means that 60 per cent of the marketplace is categorized as job shops. These shops are taking on subcontracts for other manufacturers and often are looking for as much technology and work envelope as their pocketbook can afford.”
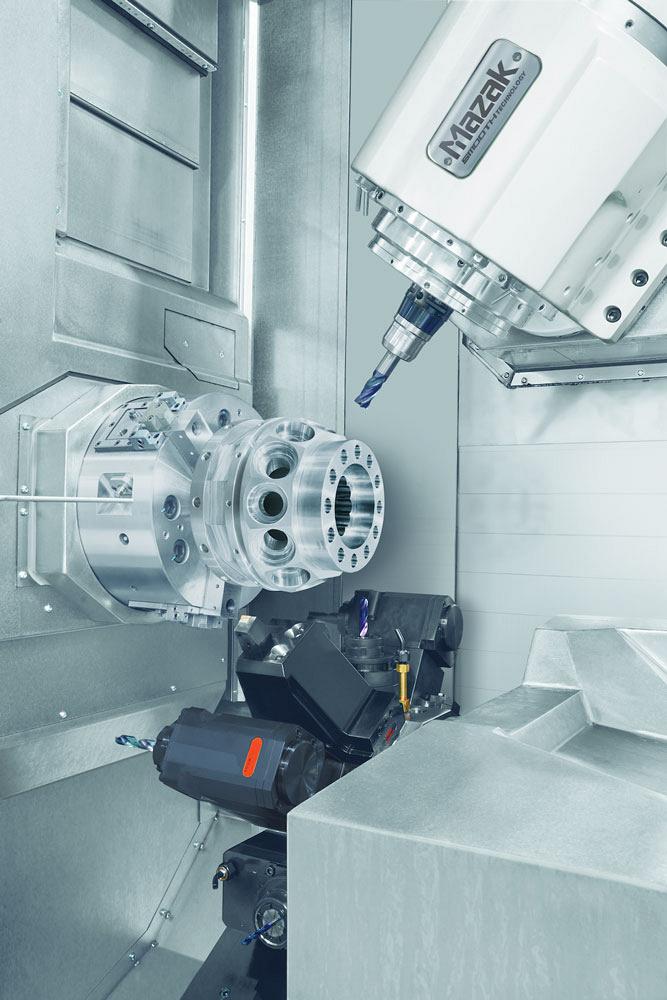
The compact milling spindle with automatic tool changer on the Mazak INTEGREX i-H Series enlarges the machining area and minimizes interference. The 12,000-RPM spindle can perform high-efficiency machining of steel and castings. An optional 20,000-RPM spindle is designed for small-diameter machining. Mazak Canada
Barthelson added that a multitasking machine can help shops attract and go after challenging, more complex work, which often pays better. Only a few shops are chasing this type of work currently. And once they have gotten good at it, it can often lead to more work from customers.
“For shops that haven’t really worked in the space before, it might be worth noting that there tends to be a whole lot more small parts out there to produce than the big parts,” said Barthelson. “A multitasking machine that it suited for this space is a good way to get your foot in the door at these companies looking to farm out work. They are always looking for new shops that have a history of making good parts and working with tough materials. Diversifying to smaller parts is a good opportunity for growth, especially if the shop has traditionally focused on larger parts.”
The experts break down what to consider and how to take advantage of multitasking for small part production.
One advantage of working with a multitasking machine over a standard lathe or mill is the increased tool magazine capacity.
“If a shop has a long-running part with many operations, having that tooling capacity is huge,” said Sweeting. “But the shop also needs to consider if sister tooling needs to be set up to ensure the machine can run without stopping. With this additional capacity, shops also can incorporate in-process inspection, like a touch probe, that can be pulled into the spindle and measure features or notice tool wear and automatically adjust tool offsets and rerun features.”
Increased tool capacity allows shops to perform longer uninterrupted operations. It also offers the ability to use more common tooling, limiting the tooling inventory needed.
The setup of small parts on a multitasking machine is particularly important.
“Workholding can present a challenge,” said Sweeting. “The bar stock can be held in the chuck on head one, but when it is transferred to head two, it’s important to consider whether or not the part will require special jaws, if it should be clamped on the inner diameter, if the clamping pressure is too high, or if the clamping pressure needs to be changed mid-cut.”
Smaller-diameter work requires additional considerations, like moving from a three-jaw chuck to a collet chuck to be able to grab a higher percentage of the diameter.
“Smaller parts are typically more fragile, so you do need to worry about clamping pressures,” said Sweeting. “Is there going to be deformation of the parts? If I’m working on a rotor blade, does it require tension on the blade before being finished with 5-axis milling so that when it’s released, it springs into the final shape? Does the milling spindle have enough RPM to spin smaller tools? Does the main spindle have enough RPM to get a good turning finish? There are lots of things to think about to get it right.”
Programming a multitasking machine is very different from programming a lathe or full 5-axis mill. It’s important to really understand the project, part orientation needed to reach certain features, and programming strategies. For shops that have not done this before, there can be a learning curve.
“With a multitasking machine, if the swivel head is 90 degrees, is it going to come into contact with the chuck?” said Sweeting. “Do you need the part to stick farther out? If you have a sub-spindle and it's going to come over and grab the part, do you need extended jaws for proper clearances? These all are important questions and require a strategy for order of operation.”
Many machine manufacturers offer consulting services that can analyze a customer’s part and offer feedback about the best way to approach programming and choose the best tooling, workholding, toolholding, and general parameters.
“It’s important to take a look at the part prior to programming and setup,” said Sweeting. “Run through a couple simulations before starting on the machine to make sure it's not going to crash and you're going to actually be able to machine the part. After that, it’s important to look at the order of operation and make sure that it makes sense. For example, if the order includes turning on the OD first, is that going to leave swarf somewhere that a mill cutter will catch later? Issues like this may arise and require a rejig in the order of operations.”
A full machine simulation will check for clearances and collisions. Shops can import tool models to check the actual toolholder against any collisions as the machine is moving around.
“Adding in checks and inspection during the programming is also a good option,” said Barthelson. “Probing during the process can help make sure features are being machined properly and everything is to spec. The probe can touch off bolt hole locations or inner and outer diameter features. Shops can almost use it like a CMM to check features and verify the data is good and all my accuracies are where they are supposed to be.”
Adding probing steps during the process is not wasted time. It may take a minute or two for the probe to come down, check a number of features, and verify them, but if this check doesn’t happen, shops may find themselves wasting time finishing bad part.
Beyond in-process probing, a few other features can be added to multitasking machines to prevent failures and crashes. With the skills gap, not all machine operators have the knowledge and experience with mill-turns.
“This is why we’ve included clutches and torque evaluators on the machine,” said Barthelson. “If an operator hits rapid traverse instead of a slower feed or directs something to the left instead of the right, as soon as that torque sensors start to feel a bit too much load, it’ll kick out, acting as a safety clutch.”
Today’s controls are designed to calculate if extra material is left on at certain points. If the machine detects this, it will automatically do a calculation and perform an extra pass to bring the part into spec.
“We also are seeing glass scales in the X, the diameter reading; and Z, the length direction on mill-turn machines to make sure that this new technology reads exactly where it is,” said Barthelson. “Shops should also look at getting a tool setter for their multitasking machine if it doesn’t come with one standard. A tool setter will prevent issues, especially in multi-shift shops, where maybe the operator on the second shift changed the tools without telling the guy on the next shift.”
Cycling the tools to check all the offsets, tool lengths, and tool diameters will ensure that they are suitable for the upcoming job and can prevent lots of headaches.
“As we see some challenges getting skilled workers, adding robots, cobots, and bar feeders to mill-turn machines can help keep the machine running as long as it has work,” said Barthelson. “Shops should look at advanced technology and add as much as they need to really take advantage of all that a multitasking machine has to offer.”
For more about multitasking machines check out our multitasking on multispindle machines feature.
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.
DN Solutions, www.dn-solutions.com
Mazak Canada, www.mazakcanada.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




