







Associate Editor

All materials age differently, but choosing the right material comes down to examining the part and process requirements and opting for the material that will give the most flexibility at the best price. Image courtesy of EOS.
Additive manufacturing (AM) has been around for decades with its market inception in the early ’90s, but it wasn’t until the last 10 years that metal AM took hold in the industrial sector. Over these past few years the technology has changed significantly, and so have metal powders. When manufacturers first started using AM, almost no metal powder specifically designed for the technology was available. Shops essentially had to work with leftovers and scrap with general specifications, which limited the success of part quality.
Today shops can find metal powders designed with various material types and specifications. Purchasing feedstock material with the right specifications is essential for the successful production of AM parts. However, these powders can be very expensive. Much like with subtractive manufacturing, no shop wants to waste or scrap any of its materials, which is why many manufacturers are exploring how to reuse metal AM powders.
"With subtractive manufacturing there can be quite a bit of scrap," said Ankit Saharan, manager of research and applications development, EOS North America, Pflugerville, Texas. "One of the big advantages of additive manufacturing is that metal powder can essentially be recycled for the next project."
This means that for each new part, a fresh batch of powder is not required. Instead, manufacturers can recover leftover powder from the first build and use it for subsequent builds as long as it remains within specification.
"At the end of the day, it comes down to cost of parts," said Lucy Grainger, senior applications engineer, Renishaw, West Dundee, Ill. "If you don’t reuse the powder, you’re going to waste a lot of material. Choosing not to recycle material will add to the overall cost of the part you are producing."
In most cases, only a small amount of the powder that flows into the chamber during the build process is actually fused into a component. This leaves a significant amount of powder available either to be reused or to scrap. By recycling the material for future projects, manufacturers can better manage powder stock, requiring fewer orders, which will eventually reduce overall cost per part.
"There is also a sustainability element," said Saharan. "By using the same feedstock, we are maximizing its output and limiting unnecessary waste that can also be very costly to dispose of."
However, it’s not enough for shops to just start reusing leftover metal powder; they first should consider some factors that will help determine the efficacy of metal powder reuse.
"Recyclability depends on what material you use," said Grainger. "For example, various steels are not as susceptible to degrading in terms of the chemical properties as titanium or aluminum alloys."
Saharan agreed that every material ages differently, which will affect its ability to be recycled. He gives the example of grade 23 Ti64ELI.
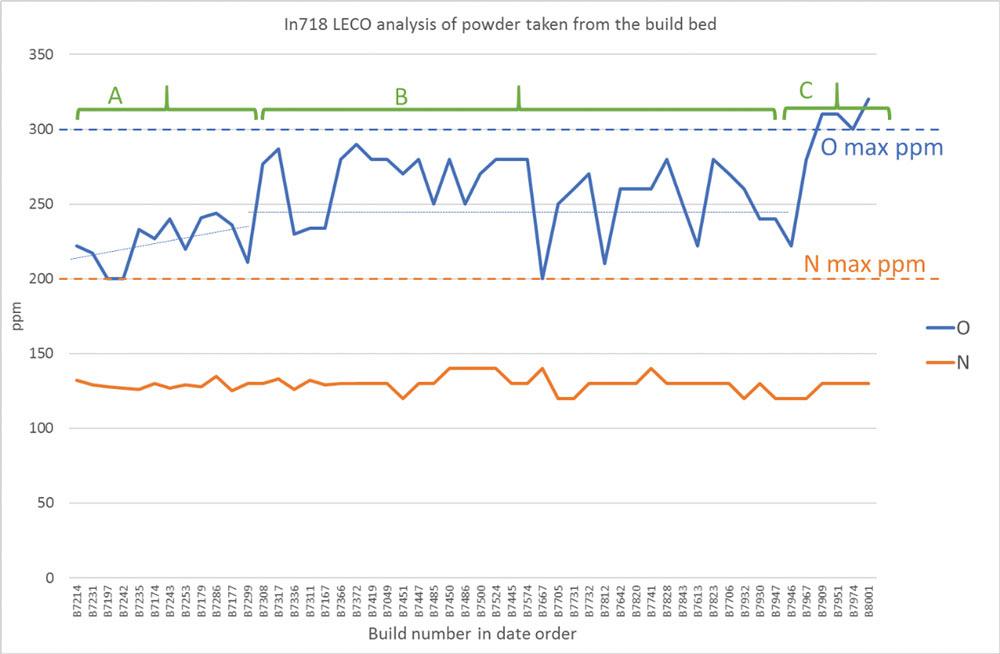
This graph shows how the bulk chemistry can change over a reuse period. At first there is a general increase of oxygen measured in the powder as heat affected particles start to mix in with the virgin powder. The second phase has a stable oxygen content as the bulk is being refreshed with virgin powder after every build and the overall level of oxygen in the bulk powder stays within specification. The third phase shows what happens when virgin powder is not used to refresh the powder batch; there is a gradual increase in oxygen content until the bulk powder is out of specification. This example the material is Inconel 718. Note that for this material, nitrogen levels do not increase throughout the study. Image courtesy of Renishaw.
"This material is generally deployed for medical applications and has really hard limits on how much oxygen and nitrogen can be included in the final parts," he said. "The grade 23 is from a medical device manufacturing standpoint and requires satisfying certain properties in the final part but not necessarily in the feedstock. This translates to tighter specifications in the powder because you want to allow it some room to degrade while still staying in specification, because it is going to do that in the process."
Over time a number of chemical changes will occur with Ti64. It will pick up oxygen or nitrogen. Many of the fines might be lost to the gas flow, and oversized or extreme oversized particles will be lost either to the melt pool or to the sieving process. The particle size distribution (PSD) might narrow over time as well.
"Generally, the distribution of that powder size needs to be like a bell curve-type distribution," said Grainger. "The powder needs to be generally spherical rather than angular, making it easier to flow. So when we are dosing the layers, it’s consistent and repeatable every time."
When choosing to recycle AM powders, shops need to consider both the purchase specification and the production specifications of the powder being used.
Saharan explained that the production specification is determined by the type of part that is being created, whereby the manufacturer outlines what criteria the part needs to meet for it to be deemed a good part. It’s generally cheaper to purchase powders close to the production specifications; however, this will limit the number of reuse cycles available as the material can degrade only so much before it is out of specification.
"The purchasing specification should be as far from the production specification as possible," he noted. "While this will drive up the cost of the material, the powder has more room to degrade while still fitting within the production specification, allowing for more reuse cycles. Shops need to consider these two variables and find the right balancing strategy to fit the recycling strategy and part needs."
Beyond purchasing and production specification criteria, manufacturers need to understand how the material properties are affected by the machine and the process parameters. It’s not enough to just buy a material with the correct purchase specification. Each material will react differently in any given machine with any given process parameters. Depending on what material is purchased, shops may be required to test the powder through a validation process to understand how parts will be produced over time. This will allow operators to adjust the process as needed or require the shop to know just how many cycles it can get out of any batch.
Some AM powder suppliers can provide shops with guidelines on how a specific AM powder will hold up in a specific machine with a given process parameter.
"You can buy powder from 15 different suppliers that probably offer it at a great price," said Saharan. "However, what most of those material suppliers lack is information on how their powders perform in a specific machine. This is a very important piece that is critical. Some AM powder suppliers can actually provide and sell material properties, ensuring that the material is tested on a machine and that material is guaranteed to provide a specific outcome for users. It’s all about standardizing the powder so manufacturers know exactly how it will behave."
All materials age differently, but choosing the right material comes down to examining the part and process requirements and opting for the material that will give the most flexibility at the best price. Choosing a powder that is very cheap but can be reused only once or twice before it goes out of specification may not be the best option for shops looking to take advantage of a recycling strategy.
Manufacturers can recover leftover powder from a build and use it for subsequent builds as long as it remains within specification. Image courtesy of EOS.
Part type is another important factor in a material reuse strategy. If the part is simple, there may be more opportunity for material reuse. However, complex parts are still eligible for material recycling; it just depends on how the process is carried out.
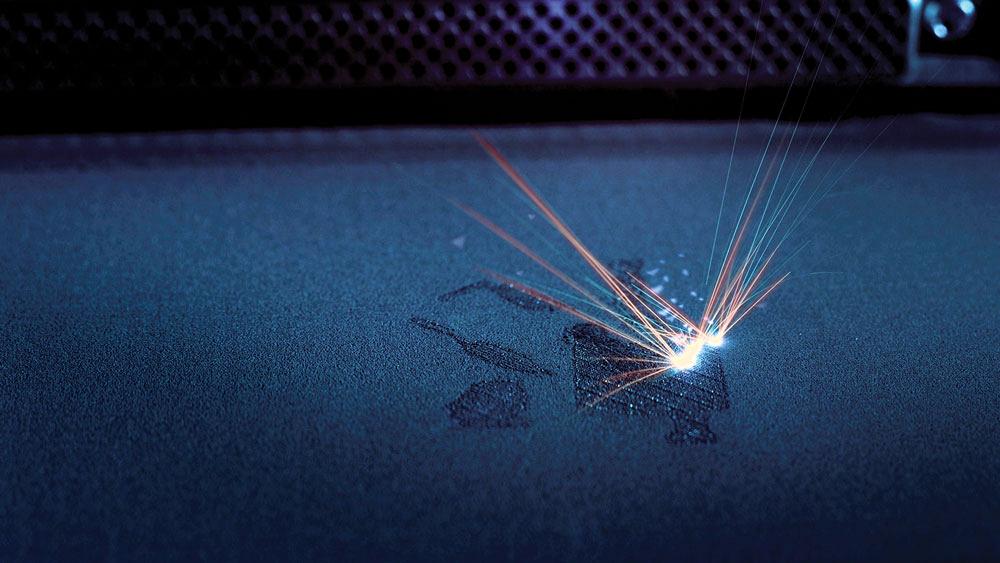
"When the laser starts the melting process, it generates a lot of smoke and a heat-affected zone," said Saharan. "If a shop is producing a cube or very simple geometry where the interior of the part is basically solid, the machine is melting that entire powder into a solid, and the heat-affected zone is really only on the edges of the box because that’s where the powder is exposed to most heat. This solid melt and powder interface is what drives powder aging. Now imagine you have a lattice structure, like a hip cup. The structure is quite randomized and there will be multiple heat-affected zones. So your powder would age more aggressively the more complicated the part."
Grainger added that the part property requirements will determine how much the powders will need to be monitored or how many times it can be reused.
Beyond the part type, the machine architecture plays a role in how successfully a shop can reuse its powder.
"With powder chemistry, it’s pretty much all about the environment in the build chamber," said Grainger. "As soon as the machine shoots a laser at the powder and heats it up, depending on the material, the melted material and the particles in the heat-affected zone are going to suck in any oxygen, nitrogen, and water molecules available in the chamber."
A build chamber and AM system that is properly sealed can extend material reuse cycles more than a system that allows leaks of air and moisture from the atmosphere into the build chamber, which will constantly affect part quality.
Grainger added that from a machine architecture standpoint, having a system with an internal sieve can be a helpful option when it comes to reusing material.
"Some machines offer an internal sieve, where as soon as the build is finished, any remaining powder will fall into the hopper, which has a sieve underneath," she said. "So everything is done internally, which decreases impurity levels. Most machines will have powder go into an external hopper that needs to be taken to a sieve and then back into the machine. Having it all done internally will also reduce the amount of man hours required, which will reduce the overall cost."
There are two common reuse strategies for shops to adopt. One is to use a single batch that is continually reused build after build until the powder no longer produces parts within specification. With this strategy, the batch of unused powder is put through a sieve and then reused until there is not enough material left to complete a build or the batch is unusable.
"This method allows you to track exactly how many times that powder has been through the build process," said Grainger. "However, you will end up having an increase in the interstitial impurities that you get in the powder. So eventually it’s going to go out of specification."
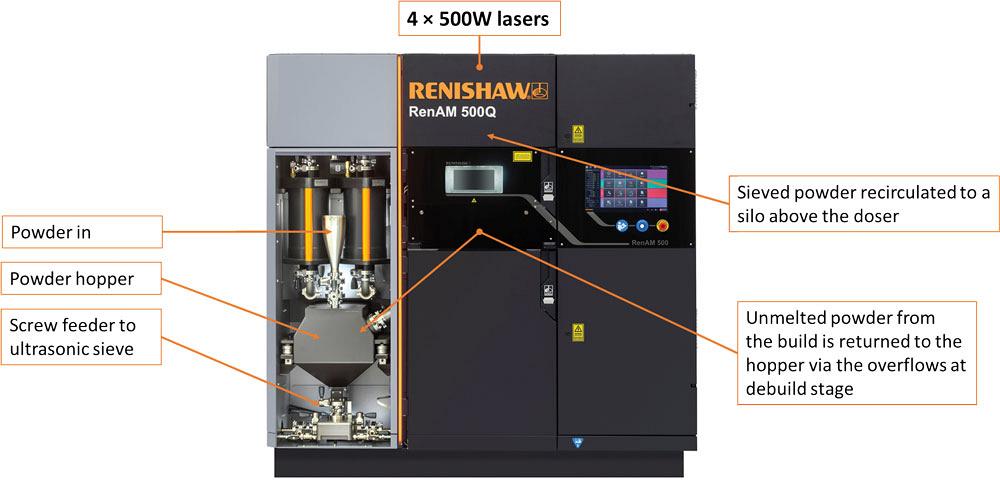
A demonstration how powder can be reused within an AM machine that incorporates an internal sieve. Image courtesy of Renishaw.
The second method is refreshing the batch with virgin powder. After the batch is used, it is run through a sieve and then mixed with virgin powder to replace the material that was lost during the initial build.
"With this method, we have found that there is a slight initial increase in the degradation of powder, but then it ends up stabilizing as long as you keep refreshing the batch," said Grainger.
Saharan noted that the single-batch strategy is best for parts that require high traceability.
"Blending powder and batches leads to a parent-child batch lot," he said. "This makes powder traceability and process uniformity difficult. For the most part, shops normally limit it to one level or maybe two levels of mix because beyond two levels, it gets very difficult to handle, especially for regulated parts."
Choosing a method depends partly on the industry and its traceability requirements. Industries such as aerospace require a high level of traceability, but some industries and companies don’t require that level of strictness.
"The single-batch method has high traceability in terms of what machines it was used in, for how much time, for how many runs, and more," said Grainger. "But there are other parts producers or industries that aren’t as concerned with that level of traceability, and they’d be happier to run with refreshing the batch with virgin powders; it’s a lot easier to run the machine that way."
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.
EOS North America, www.eos.info
Renishaw, www.renishaw.com



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




