







{kind=link}
{kind=link}
{kind=link}
President
Combination spindle and roller bearings are best for tool rigidity on axial tools, while roller bearings improve radial tool performance.
Live tooling, as the name implies, is specifically driven by the CNC and the turret of various spindle and powered subspindle configurations on CNC lathes to perform various operations while the workpiece remains in orientation to the main spindle.
These devices, whether BMT or VDI, are also called driven tools, as opposed to the static tools used during turning operations. They are usually customized for the particular machine tool builder’s turret assembly.
Most often live tooling is offered in standard straight and 90-degree configurations with a variety of tool output clamping systems, including collet chuck, arbor, Weldon, Capto®, whistle notch, hydraulic, HSK, CAT, ABS, and numerous custom or proprietary systems developed by the many suppliers to the industry.
As your jobs change, volume increases, or you encounter specific challenges in machining very large parts with deep pockets or very small intricate parts, for example, and the need arises for new machinery, a common error is made by accepting the standard tooling packages provided by the builder.
This is most definitely not a criticism of the standard packages from builders, but instead is meant to give you a set of parameters to consider when evaluating the tooling and toolholding devices to use in your shop or production department. Simply stated, you need to do as much evaluation of your process when determining the proper tooling to be used as you did when you evaluated the various machines available for purchase.
This examination can range from the simple (external versus internal coolant, for example) to the sublime (adjustable or extended tooling configurations) to the truly exotic, an example of which will end this article.
Tool life is the product of cutting intensity, materials processed, machine stability, and, of course, piece parts produced. Two seemingly identical job shops can have vastly different tooling needs because one is automotive and one is medical, or one specializes in the one-offs and low-volume work, while the other has a greater occurrence of longer-run jobs. The totality of your operation determines the best tooling for the machines being purchased.
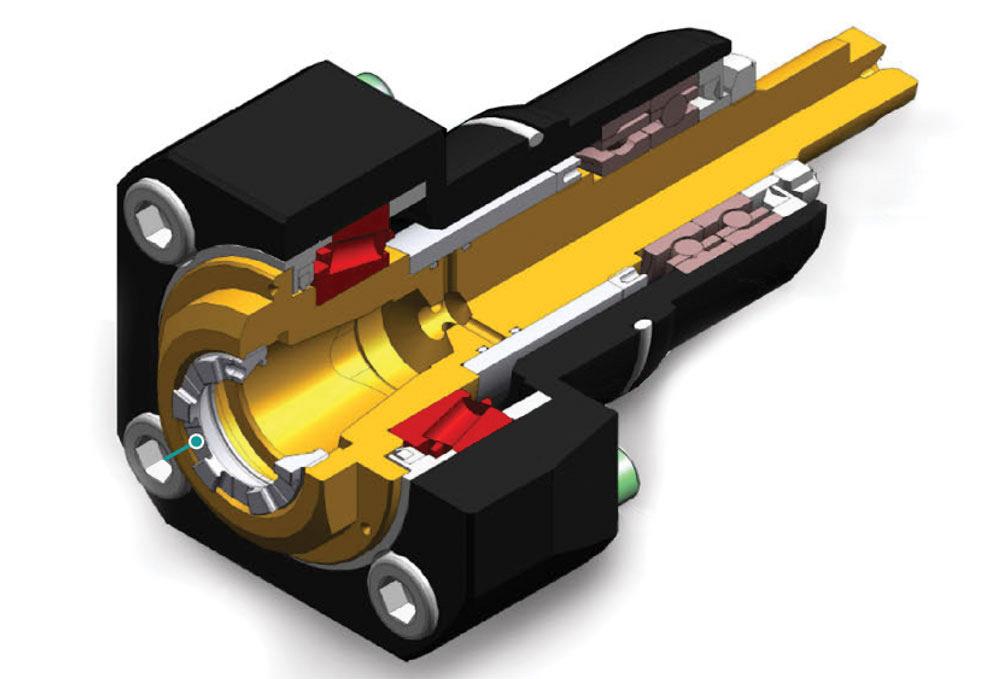
Bearing construction and the resulting spindle concentricity drive the life of any tool, and you might find that just a 10 to 15 per cent greater investment in a better design can yield both longer-lasting cutters and consistently superior finish on your products.
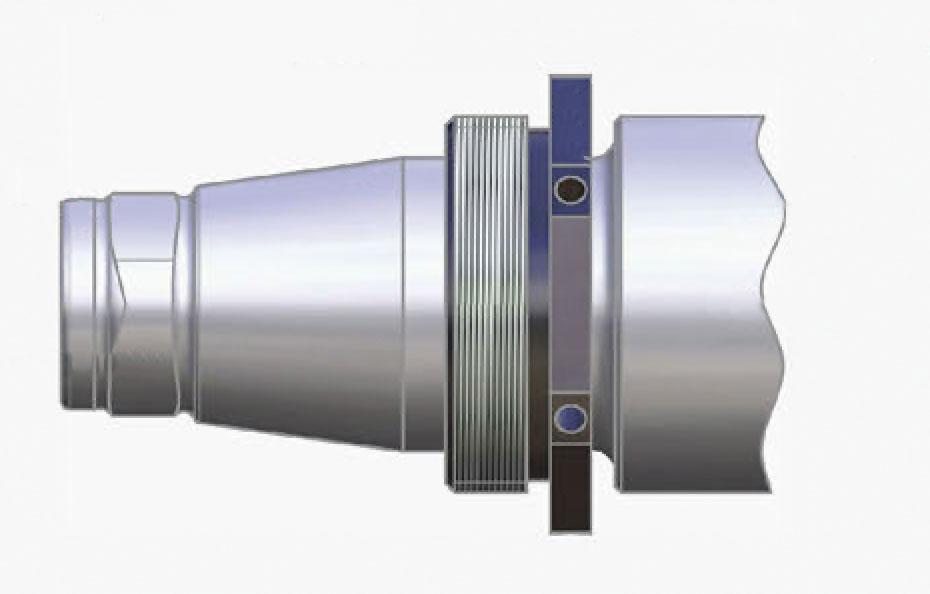
Of course, the stability and rigidity of the machine tool base are also critical factors, especially on large or deep-pocket workpieces, where the distance from the tool base to the cutter tip is greater. Bevel and spur gears that are hardened, ground, and lapped in sets are best for smooth transition and minimal runout. Roller bearings are consistently superior to spindle bearings in live tooling applications, so look for a combination system to get the highest precision possible. Also look for an internal versus external collet nut, so the tool seats more deeply, as superior rigidity will result.
Likewise, coolant at high pressure might be desirable. Look for 2,000 PSI in 90 degrees and 1,000 PSI minimum in straight tools.

An internal clamping nut seats the tool more deeply.
You need to ask another question, namely, is the turret RPM sufficient to handle the work to be done? It’s possible a speed increaser on the tool would be helpful.
Would it be beneficial to move secondary operations to your lathe? Gear hobbing or producing squares or flats can be accomplished through the use of polygon machining.
Standard live tooling most often is best-suited to production work, where the finish, tolerances, and cutter life are critical. Quick-change systems may be better-suited to the shop producing families of products and when offline tool presetting is a key factor in keeping the shop at maximum productivity.
This opens the discussion of long-term flexibility, which is the most often overlooked consideration in buying live tooling. What work you have in the shop, what work will be coming in the future, and the overall economies of a changeable adapter system on your tooling are often overlooked when the focus is centred on the machine being purchased. Dedicated tools for large families of product may be desirable, but consider a changeable adapter system and talk to your supplier before making that determination. Likewise, if the future work you’re bidding involves more families of product, think ahead when buying the initial tooling on the machine.
If standard ER tooling is suitable for the work, there are many good suppliers, but do consider the construction aspects noted previously. For a quick-change or changeable adapter system, there are fewer suppliers in the market, so seek them out and be sure they can supply the product styles you need for all your lathe brands. Adjustable angle head systems can be costly but very worthwhile, owing to the stability and rigidity of their construction, for producing families of parts with only slight differences in the dimensions.
A company was performing a cross-milling application on an Al6063 sheave, using an ER40 output tool on a Eurotech lathe running 10 IPM at 4,000 RPM.
The machinist was making three passes, with a cycle time of 262 seconds, and getting a chatter finish on 20,000 pieces per year. The annual cost of the machining was more than $130,000. By using an improved adapter tool design with ER32AX output and the same parameters, the shop was able to produce the part in a single pass with a smooth finish and cycle time of just 172 seconds. Over the course of the year, this turned into a savings of $45,000, or approximately 20 times the cost of the tool. The bottom line is the bottom line, as the accountants tell us.
In the end, you may not need a +135/-30 universal adjustable tool, a multispindle live holder, or even a quick-change adapter system, but do consider all the options. Talk to your machine builder and several tool suppliers, plus the most important people in this equation, your shop personnel, as their input is invaluable.
Preben Hansen is president of Platinum Tooling Technologies, 16 E. Piper Lane, Suite 128, Prospect Heights, Ill. 60070, 847-749-0633, www.platinumtooling.com.


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




