







Regional Sales Representative

Understanding the machinability of diverse material types is key to producing the best end result because every machining operation does not work equally well among varied materials. Adjustments to cutting methods and parameters need to be made based on the material being machined.
Understanding material machinability helps determine how to make the adjustments needed to be successful.
Machinability is a measure of how easy a material is to machine.
Free machining materials, or materials that possess “good” machinability, typically are easier to cut, produce good surface finishes easily, and cause less wear on cutting tools. Working with materials that have good machinability can be beneficial in a few ways. These include:
A material’s work hardening tendencies, thermal conductivity, and elasticity are all mechanical properties that are influenced by three factors:
Materials also are rated for hardness, with very hard and very soft materials each presenting challenges.
Hard materials cause high cutting forces and increase wear on cutting tools. Soft materials often are “gummy,” making it difficult to produce a chip, and they also build up on a cutting tool’s edge.
Heat treatment is used to increase or decrease a material’s machinability. Annealing is a process in which a material is heated above its recrystallization temperature before being cooled, reducing internal stresses and hardness. In nickel alloys, annealing the material typically allows for better machinability. On the other hand, heat treatment also is used to increase the strength and hardness of a material, making it more difficult to machine.
One of the most commonly machined materials is, of course, steel. Several factors affect the machinability of steel, including:
Non-ferrous metals like aluminum are very soft and can be cut with high MRR. The machineability of non-ferrous metals typically is very high compared with their ferrous counterparts.
Cast irons have both a high carbon and a high silicon content and produce tiny chips, making them very easy to machine. However, cast irons cause high wear in cutting tools. The fabrication method of cast iron can affect the material’s physical properties and machinability.
Heat-resistant super alloys (HRSA) and titanium alloys both are high-strength materials known for being difficult to machine. Because HRSAs are incredibly heat resistant, the heat stays in the cutting tool rather than being dissipated by the chip. This excessive heat buildup accelerates wear.
Machinability can be quantified in a few ways.
The first is the tool life method, which measures machinability based on how long a tool lasts. However, the downfall of this method lies within variables such as cutting tool material and geometry, toolholding, and cutting parameters.
The second way involves measuring cutting forces and power consumption. This method is very useful when trying to fully maximize productivity and determine what sort of MRR a machine is capable of based on the material. Materials have a “K factor” that is used to calculate the horsepower a machine needs to machine them.
The K factor is a power constant representing the number of cubic inches of metal per minute that can be removed by one horsepower.
A third method is called the surface finish method. Soft materials tend to form a built-up edge (BUE) on the cutter, which creates a dull shearing motion and leaves poor finishes. Free machining materials tend to shear easier, leaving a clean finish. The disadvantage of this method, however, is surface finish can be irrelevant, because the majority of material removal often occurs during roughing. Also, finishing passes typically are performed to produce a high degree of accuracy, and the parameters that achieve this naturally achieve a good surface finish. This method also can contradict other methods. An example of this is titanium, which rates well using the surface finish method, but not using the tool life method.
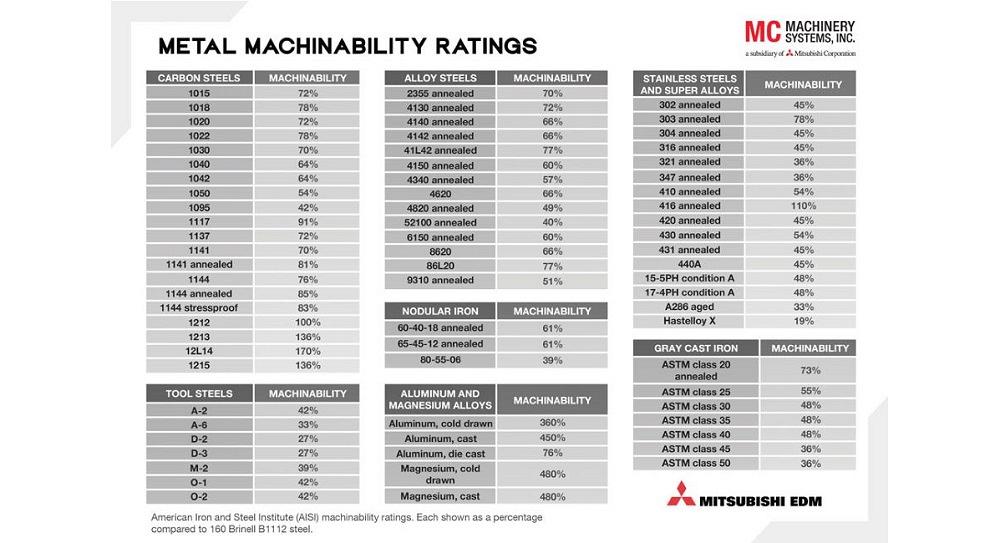
The most commonly used machinability rating system is based on a turning test conducted by the American Iron and Steel Institute (AISI). These ratings are relative to the machinability of B1112 steel at 160 Brinell hardness, turned at 180 SFM, which was given the benchmark rating of 100 per cent.
The machinability of other materials is determined by measuring the averages of the normal cutting speed, surface finish, and tool life for each material. Metals that are easier to machine than B1112 steel have a rating greater than 100 per cent, while more difficult-to-machine materials have a rating below 100 per cent (see Figure 1).
Understanding machinability is important when taking on new jobs with new materials because it affects the costs involved during manufacturing. It’s also crucial to understanding how to choose the correct equipment, tooling, and operations required to machine a particular part.
When a machining process is planned according to a material’s machinability, quality and productivity are maximized.
Adam Dimitroff is regional sales representative for MC Machinery Systems Canada, 50 Vogell Rd., Unit #1, Richmond Hill, Ont. L4B 3K6, 905-737-1265, www.mcmachinery.com.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




