







Going mainstream

2010 marks the 50th anniversary of the first working laser (pulsed ruby laser by T. Maiman, May 16, 1960). By the early 1970s, almost all of the lasers currently in commercial application had been invented. Scientists and engineers have spent the last 40 years refining and improving upon the concepts demonstrated in those early days, with the goal of making lasers that are more stable, efficient and easier and more practical to use. Today, lasers penetrate all aspects of modern life, from CD and DVD players to telecommunications, medical instruments and laser pointers.
Processing of metals started shortly after the first demonstration of the laser. The first ruby lasers produced very powerful pulses, too powerful to measure with most optical sensors of the day. Researchers resorted to placing razor blades in front of their lasers, and counting how many blades the laser could drill through. This unofficial unit of measurement was called the Gillette. Maiman’s first laser produced 1 Gillette pulses; within months, scientists were assembling 4 Gillette lasers.
By the early 1970s, lasers were being used commercially for cutting, drilling and welding, usually for applications where no other process would work. The lasers and laser processing systems were large, complicated, and difficult to operate and maintain. Few applications or manufacturers could justify the cost and effort required to install and operate laser processing systems, but a few applications were very successful. Pulsed Nd:YAG lasers were used to hermetically weld electro-mechanical relay cans for military and aerospace applications. The same basic technology is still used in the hermetic welding of heart pacemakers and other implantable devices. CO2 lasers were being used to cut sheet metal and weld automotive transmission gears; applications that are still important today. Laser drilling of turbine blades and combustor shrouds to provide film cooling in jet engines was well established. Today, engines for military or commercial jets may have over one million laser-drilled holes in each engine. These early applications thrived because there were few, if any, other methods capable of performing the task. Laser processing was considered the method of last resort; if every other possible method failed, try a laser.
A cut-away view of a remote welding head, and one second time exposure of several remote welds.Cut-away view courtesy HighYAG GmbH.
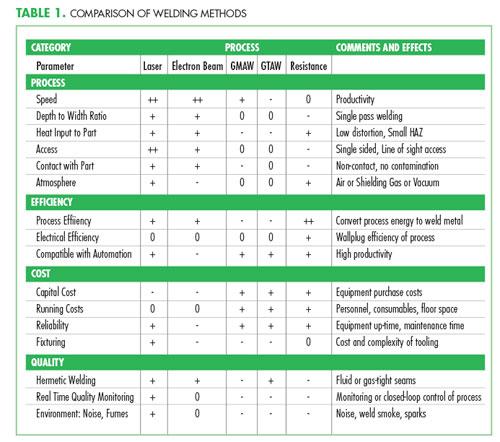
As lasers were developed into industrial devices, and engineers tested and developed laser welding applications, several advantages of laser welding over traditional welding methods were observed. The qualities of several welding processes are compared in Table 1 (see page 51). The summary for laser welding would be an effective, high quality process, with a higher capital cost than the traditional methods. With the higher cost comes higher productivity, so laser welding is still cost competitive if you can use the process capacity laser welding provides.
MIG welding, TIG welding and resistance welding methods are still the predominant methods for metal joining, often because they are the most appropriate method for the task. But increasingly, laser welding methods should be considered, not just on technical merits, but also for their economic benefits. The capital cost of lasers and laser systems has dropped significantly over the last five years. Applications that were technically viable, but not cost competitive using laser welding, may now favour the laser approach. The latest generation of lasers are also surprisingly energy efficient (a term that was never mentioned in the same sentence as laser in years past), with electrical to optical power conversion efficiencies of over 25 per cent for laser diode pumped disk and fiber lasers, and approaching 40 per cent for direct diode laser systems. Lasers are well known for their efficient generation of weld metal (process energy input per unit of weld interface area), but coupled with their improved wall-plug efficiency, laser welding may be among the most energy efficient welding methods.
The laser tailored welded blank process, and a sample blank and stamped component. Photos courtesy of Powerlasers Ltd.
The narrow laser beam at focus forces the user of laser welding to provide a well fitted joint, so the beam can melt both faces to be welded. Applying laser welding to assemblies that have been designed for other welding processes, such as GMAW or resistance welding, usually causes problems as the joint often does not have the correct fit-up for laser welding. If a manufacturer wants to change to a laser welding process, they should be prepared to redesign the weld joint. The best time to introduce laser welding is during a new model introduction or major product redesign.
Laser Weld Proccesses

Laser welding has many applications, from micro-welding of wire leads onto hard disk drive read heads, using lasers smaller than Maiman’s prototype, to welding of heavy plate using 10 or 15 kW of laser power. Over this tremendous range of power, the basic principle of laser welding remains the same: a laser beam is focused onto the material surface to create a melt pool and keyhole, and then the beam is scanned along the joint to create a weld.
Welding of automotive transmission gears is still a major application for laser welding. The low heat input of laser welding means low weld distortion so that fully finished gears may be assembled without further post-machining. As cars get smaller and lighter, there is more pressure for smaller, more compact transmissions, and more demand for laser welding to assemble these dense gear trains.
Tailored blank welding has become another major application for laser welding. A tailored blank is formed from two or more metal sheets, joined edge-to-edge prior to stamping. The concept is to put strength where it is needed in the component, and remove mass in areas where it is not needed. A tailored blank is obviously more expensive than a simple, single-thickness blank, but the tailored blank can save parts, such as reinforcement brackets, and their assembly operations, producing a net saving in the final product.
Several specialized laser welding processes have been developed in recent years that broaden the range of applications for laser welding.
Remote laser welding
High power, high beam quality lasers may be used to perform remote welding. In remote welding, a long focal length lens is used, and then the beam is directed to the work surface by a pointing mechanism, using one or more moveable mirrors and/or mechanical movements. The result is the ability to perform many welds over a large area with minimal move time between welds, typically under 0.1 second between welds. Remote welding directly competes with resistance spot welding. Robotic resistance spot welding typically takes three seconds to move to a location and make one weld. Remote laser welding typically produces three welds per second, with each weld having equal or better mechanical properties than resistance spot welds.
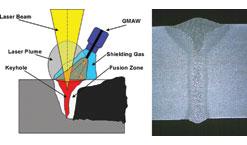
A schematic view of the Laser-GMAW Hybrid welding process (image courtesy EWI), and a sample cross section through a 0.5 in. thick hybrid welded specimen (image courtesy CSTPQ).
The capital cost of a remote welding cell is higher than a simple resistance spot welding cell, but the productivity of the cell is also much higher. Costing studies show that remote welding is cost competitive with robotic resistance spot welding when the annual number of welds to produce exceeds 10 M welds/year. With effective material handling, a single remote welding system is capable of producing 30 M welds/year in a two shift operation. Operating at capacity, a remote laser welding cell costs about one cent per weld (capital and operating costs).
Remote welding has gained significant acceptance in the European automotive industry, replacing resistance spot welding in stampings assembly and on the body line. Significant opportunities exist for remote welding in North American automotive manufacturing. Other manufacturing sectors using high numbers of spots welds, such as office furnishings and major appliances, would also benefit from remote welding.
Hybrid laser welding
Laser welding is almost always performed as an autogenous process (no filler wire addition), as there is not enough heat to consistently melt the wire and maintain a stable melt pool. Without filler metal, the joint preparation must be tight to prevent underfill and a concave weld bead. This limits the use of laser welding in many applications where the up-stream manufacturing processes (shearing, stamping, and others) cannot maintain the tight tolerances required for laser welding. Hybrid welding overcomes this limitation by combining laser welding with MIG welding to give a process with the best features of both. Hybrid welding is fast and gives good penetration, like laser welding, and also has the gap bridging and filling capability of MIG welding. The laser stabilizes the MIG arc, producing a better weld faster than MIG could do alone. High power hybrid welding is capable of single pass welding of structures that would take GMAW welding three or four passes to complete. Hybrid welding reduces edge preparation requirements (no edge bevelling) and the higher speed reduces heat input to the part and therefore reduces weld distortion.
Hybrid welding is most effective on long welds, where the increased weld speed gives a substantial increase in system productivity. Current and potential applications include ship building, pipe and beam manufacturing, pipeline welding, and long welds in automotive and truck body manufacturing, such as frame rails and similar structures.
Laser welding has come a long way from its first commercial applications 40 years ago. Laser welding is now routine in many specific applications, but there is still great opportunity to expand the use of laser welding, and reap the benefits in new industrial sectors. CM
Robert Mueller is the senior laser solutions engineer at Nutech Engineering Inc., Milton, ON.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




