







Owner

If you are in the market to purchase or replace cutting equipment that incorporates waterjet pumps, here are some things to think about.
The pump is the heart of the machine and the second-most expensive operating cost if you are cutting with abrasive. If you use water-only cutting, then it is the majority of your operating cost. The initial investment in the equipment is not as important as the ongoing operating expense. Savings of 10 to 20 per cent upfront can end up costing you 10 times that amount over the next few years of operation.
Three main waterjet pump technologies dominate in the industry. The first on the market was the hydraulic intensifier pumps invented by OMAX® co-founder Dr. John Olsen while he was employed at Flow Research Inc. in the 1970s. Twenty years later direct-drive pump technology was invented and the race began.
In 2008 the electric servo pump was developed by the Techni Waterjet Company in Australia. The Techni Pump is now called the Quantum SPT. The owner sold the machine company and only holds the pump company, which is called Quantum SPT.
Hydraulic Intensifier Pumps
The first developed, the hydraulic intensifier pump, is still the most popular, mainly because it is the most common product machine builders and integrators offer; it was the only pump available to machine integrators for years. The machine integrator can purchase an off-the-shelf pump and integrate it into its machines. Recently a few small companies started offering direct-drive pumps to integrators, but very few have gone that direction yet.
The pump type has a very simple design. A hydraulic cylinder with a plunger on each end of the piston is moved back and forth with a hydraulic pack driven by an electric motor. Each plunger is pushed through a cylinder that houses inlet and outlet check valves for water. As one plunger/cylinder forces water out of the check valve, the other draws the water into the cylinder. The process is repeated as the hydraulic cylinder reverses direction.
The water is collected from the two outlet lines and accumulates in an attenuator. The attenuator stores energy in the compressed water and expels some of the stored water while the plungers reverse at the end of each stroke. This results in a smoother pressure signal and reduced impact on high-pressure fittings and components. Most hydraulic intensifier pumps run at around 60 to 100 strokes per minute.
Direct-drive Pumps
The direct-drive pump is driven by an electric motor with a timing belt to a crankshaft. The crank drives three plungers in cylinders. Each plunger/cylinder combination has a check valve that allows water into the cylinder on the back stroke of the plunger and forces the water out into the high-pressure lines. The three high-pressure lines feed into an accumulator to reduce the pulsing effect of these lines merging.
Direct-drive pumps run at around 1,400 SPM and so have not had the best reputation for seal life.
Electric Servo Pumps
The electric servo pump is like a hydraulic intensifier as it strokes back and forth at only 60 to 100 SPM, producing relatively low wear on the seals and generating water from each end of the unit.
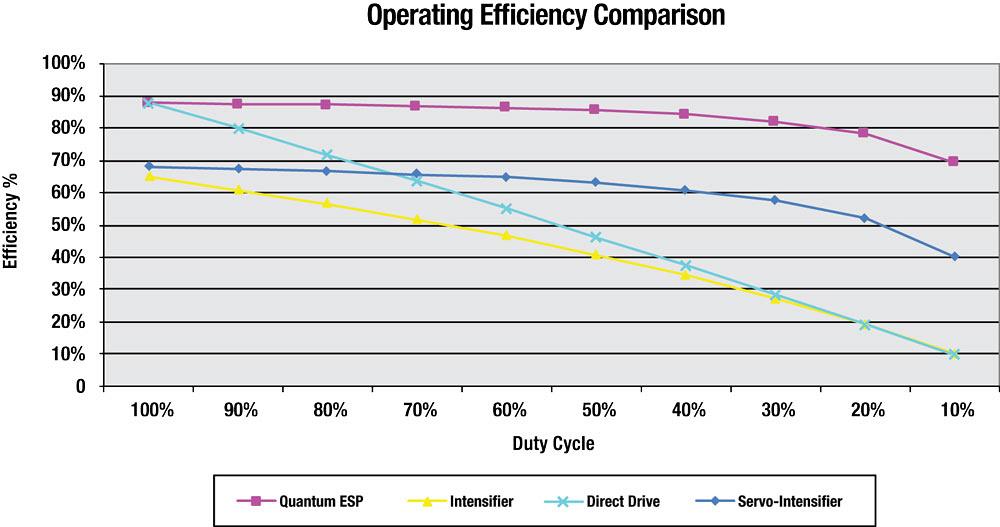
The two main differences between the technologies is the electric servo pump is 90 per cent efficient because it uses an electric servomotor instead of a hydraulic system moving the plungers at 60 to 65 per cent efficiency. Also, the electric servo pump pulls almost no power when the nozzle is closed, whereas the hydraulic intensifier continues to run its hydraulic unit using 50 per cent power.
Electrical Usage
The three types of pumps use electricity differently.
A hydraulic intensifier pump uses more electricity to generate the same water flow as the other two technologies because of the only 60 to 65 pre cent efficiency of the hydraulics system. A 50-HP pump pushes about the same amount of water as a 40-HP direct-drive pump or a 30-kW electric servo pump. Hydraulic intensifier pumps use about 50 per cent of the energy when dead headed while traversing or loading/unloading the table. You are therefore paying for electricity the entire time the pump is turned on, as the pump circulates the hydraulic oil to keep it cool.
When you start a machine with a direct-drive pump, you start to use electricity immediately until you shut the machine off at the end of the day. This is whether it is cutting, traversing, or loading/unloading material. The pump pulls full load continuously.
An electric servo pump is the most efficient electrically. It uses electricity only when the nozzle is cutting. When dead headed during traversing or loading/unloading, it uses less than 5 per cent of the energy.
Following is a comparison of electrical usage over a one-hour time period at the same water output and using the industry average of 60 per cent nozzle-on time.
So over one hour, the electric servo pump uses about 30 per cent less electricity to produce the same results.
Water Use
When assessing water use, you need to consider both cutting water and cooling water.
Often, it makes financial sense to look at water chillers to reduce the water volume required to cool a pump. Some municipalities limit the amount of water allowed down the drain.
In abrasive cutting, the water acts as a carrier for the abrasive. Since the abrasive is what is doing the cutting, the more water volume you have, the more abrasive you can carry and the faster you will cut. (This is, of course, until you oversaturate the water stream, at which point you will actually cut slower.)
Overall, electric servo pumps require less water to achieve the same result, which is better for the environment and your bottom line.
Pump Maintenance and Rebuilds
Pump rebuilds can be expensive and time-consuming. The three technologies have major differences in operating cost per hour, the time it takes to rebuild the pump, and the recommended interval between rebuilds.
Hydraulic intensifier pumps are available as high pressure or ultra-high pressure (60,000 PSI or 87-94 KSI). The ultra-high pressure is good for water-only cutting and is often touted as good for abrasive cutting. You might get 2 to 5 per cent faster cutting with abrasive, but it will double your operating costs. Most ultra-high-pressure pumps are run at 75 KSI instead of their rated intensities because the increased cost is too high to justify the output increase.
If you are running 60-KSI pressure, the operating cost for a 50-HP pump is approximately $6 to $8/hour and $10 to $12/hour for a 100-HP. If you operate an ultra-high-pressure unit at 87 or 94 KSI, you can double the costs.
In addition to the pump, you need to consider the maintenance on the hydraulic system itself, which will cost $1.50 to $2/hour.
A hydraulic intensifier requires rebuilding every 500 to 700 cutting hours under normal conditions (8 hours x 60 per cent duty cycle= 4.8 hours, 500/4.8 = 104.17 working days). It is rated at two to three hours to rebuild. Keep in mind you also need to maintain the hydraulic system.
Direct-drive pumps run constantly and therefore use seal life 100 per cent of the time they are turned on. A 20-, 30-, or 40-HP pump costs about $3.75 to $4/hour to operate. A 50-HP costs $5.50 to $6/hour. If you use a dual pump or the 100-HP, double these amounts. The interval between rebuilds is about 500 hours, unless you have a specific model that is rated for 1,000 hours and you run it at 55 KSI and not the 60 KSI for which it is rated. Note that these are machine-on times and not cutting times, since the pump is either pumping water out the nozzle or down the drain. If you run one shift, you should get about 60 working days between rebuilds (500 hours/8 hours = 62.5 days).
Direct-drive pumps can take two to four hours to rebuild.
A single electric servo pump costs $2.30 to $2.50/hour to operate and a dual pump $4.50 to $5/hour. It is rated at under five minutes to rebuild per end. In reality, it takes 15 to 20 minutes per end to rebuild. The pump is rated to be rebuilt every 500 to 600 hours of cutting time, so you need to use the Duty Cycle chart to determine how often you will need to rebuild your pump (8 hours x 60 per cent duty cycle= 4.8 hours, 500/4.8=104.17 working days, for example).
Dead Head Pressure Spikes
Dead head pressure spikes occur when the cutting head stops for a traverse or loading/unloading material. When the cutting head closes the valve, pressure spikes. This spike causes stress on all the plumbing and components, like swivels, lines, and on/off valves. The more pieces you have in your part, the more effect the spike has on your cost of operation. The higher the spike, the worse the effect on the pump’s plumbing.
Direct-drive pumps have a dead head pressure spike that is hard to determine. Most machines run at around 3,500 PSI, but this can also be affected by poor maintenance on the dump valve.
Hydraulic intensifier pumps spike at around 4,500 to 4,700 PSI for both single- and dual-pump configurations.
Single electric servo pumps spike under 1,000 PSI and under 500 PSI for dual pumps.
Adding up the cost of operation and the amount of time required to maintain each pump will help you choose the most efficient waterjet pump technology for your operations.
Dan Smith is owner of Waterjet World Inc., 4143 Cedar Springs Road, Burlington, Ont. L7P 0P6, 844-427-6381, www.waterjetworld.ca.



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




