







Sometimes an Hourglass Shape Isn’t Attractive
Plate roll crowning and shims pull edges into line

Increasing roll size can extend a machine’s sweet spot, allowing a broader range of material types and thicknesses to be rolled without shimming. Photo courtesy of Faccin USA.
It’s a matter of physics. A plate roll supported at each end by the machine structure dips, or deflects, in the middle when under pressure. “You’ve got support at the two ends of the machine where the frame exists. The center of the roll where there is no support is going to deflect—in the thousandths of an inch—but it will deflect,” said Steve Bonnay, general manager, Faccin USA, Tampa, Fla. That small fraction of an inch negatively impacts the parallelism on the edges of the rolled part.
The wider the machine, the greater the chance for roll deflection. “Imagine standing on a 2-by-4 that is resting on sawhorses placed 2 feet apart. Deflection would be minimal. But try standing on that same 2-by-4 on sawhorses spread 14 feet apart. The board would sag downward with a much greater deflection rate. The same thing happens with bending rolls as you spread those ends further apart,” said Scott Donahy, product manager at Bertsch Plate Rolls, a division of MegaFab, Rockford, Ill.
To compensate for deflection under rolling pressure, the roll forgings are designed with crowns, slightly larger middle diameters. When pressure is applied from the bottom roll, the crowned area on the top roll deflects up, optimally creating a straight roll when the plate is in motion. Forgo the crowning and in all but ideal circumstances, cylinders will have butt joints that are open at the center or on each end.
According to Bonnay, 95 percent of plate rolls are crowned. Exceptions include machines dedicated to special applications where only one thickness and type of material is processed and some older, large plate rolls. But machines running jobs with true rolls, rolls with no crowning, are rare.
“A bending roll is a tough piece of equipment to have in a shop and expect it to be one-size-fits-all,” said Donahy. “That’s why the big shops have a lineup of plate rolls that work their way up the thickness scale.”
If the Crown Fits
Choosing the best crown dimensions for a plate roll requires experience.
“Selecting crowning for a plate roll machine is not an off-the-shelf process,” said Donahy. “We go through the applications and customize for each machine.”
A manufacturer’s engineering department will look at the materials and thicknesses to be rolled, apply finite element analysis to determine a midrange deflection, and recommend appropriate crown dimensions. The machine’s sweet spot, the range of material thicknesses that can be rolled without deformed edges, will be at that thickness midpoint and slightly thinner or thicker depending on material.
“We recommend that the roll be crowned for the material run the majority of the time,” said Bonnay. “For example, if the crown is engineered to run 7⁄8-in. material, there will be more deflection when running 1½ in. Correction will be needed to avoid a barrel shape. When running ½-in. material, that roll will need help to avoid an hourglass shape. But a good operator can shim and make adjustments on-the-fly.”
Creating the Parallel
“When I talk to a job shop I speak to the methodology of shimming because job shops don’t know what’s coming in the door next,” Donahy said. “We give operators a guide saying your machine is crowned for this specific application, but you can shim for over- or undercrowning to accomplish the next job.”
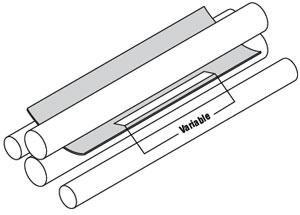
To correct an open center butt joint, or barrel shape, place a light cardboard or metal shim that is the length of the variable on top of the plate and roll into the pinch from the front. Reverse rotation and check the edge. Use more or less shim to achieve a straight edge. Note that some bowing of the edge will correct itself during final forming. Illustration courtesy of Bertsch Plate Rolls.
Short strips of shim material, 4, 5, or 6 in. wide, can artificially add thickness to correct for crowning and expand the capabilities of the plate roll. There is no need to run the shim along the length of the material.
As far as thickness, a little goes a long way. Enlarging areas of the roll by 0.050 in. or 0.060 in. makes quite a difference. Cautions should be taken when choosing shim material. Cardboard, a few thousandths of an inch thick, is the most common, said Bonnay. Metal and wood are also used.
Depending on the material being rolled, metal stock may mark the part. If wood is used, it must be dry and an appropriate size. A block that is wet or too large can jump from the machine. And, as a safety precaution, operators should never stand in front of a shimmed area.
To correct a barreling effect caused by insufficient crowning, operators can place the shim on top of the plate at the center and roll into the pinch from the front. Then they reverse rotation and check the edge to determine if more or less shim is needed to roll the straight edge. Some of the bowing of the edge, Donahy added, will correct itself during final forming.
To correct a pinion, or hourglass, effect caused by excessive crowning, operators can place shims in each corner on top of the plate and roll into the pinch at the back of the form.
In all cases, they must be sure that the shim does not increase the total thickness, plate and shim combined, to a dimension greater than the opening between the top and bottom rolls.
Bigger Rolls Beat Deflection
If small can diameters are not an issue, an increased top roll diameter can extend a machine’s sweet spot, allowing a broader range of material types and thicknesses to be rolled without shimming. The increased roll mass provides more strength to withstand deflection.
“Say a machine requires a 22-in.-diameter roll for a 11⁄2-in., 10-ft.-wide plate roll,” said Donahy. “Crowning for that would really bend the middle of ¼-in. material and create an hourglass shape. Take that same machine with a 22-in.- or 24-in.-diameter roll and you won’t get as much deflection. Therefore, you wouldn’t require as much crown in the roll. You would still have the 11⁄2-in. capacity, but the required crowning would be much less, which grows the sweet spot. The limiting factor is if a company wants the ability to roll to small diameters.”
The increase in roll size doesn’t need to be sizable. Bonnay estimated that a 10 percent increase in roll size can reduce deflection by 30 percent; a 20 percent roll size increase can virtually eliminate the deflection problem.
Running a machine at 30 or 40 percent of capacity can also help prevent deflection because of the mass of the roll, but regardless of the size of the top roll, if the machine is run at full capacity, there will be deflection.
“If a customer wants to do a wide range of parts,” Bonnay said, “jumping up one machine size is going to give the operator a wider window to operate in without shimming.”
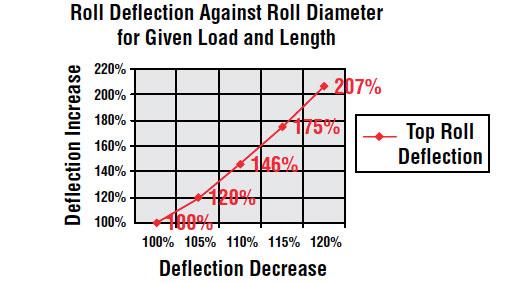
As the top roll diameter decreases the percentage of deflection increases. Chart courtesy of Faccin USA.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles