







In search of turning's sweet spot
Tweak speeds, feeds, and depth of cut to increase material removal rates

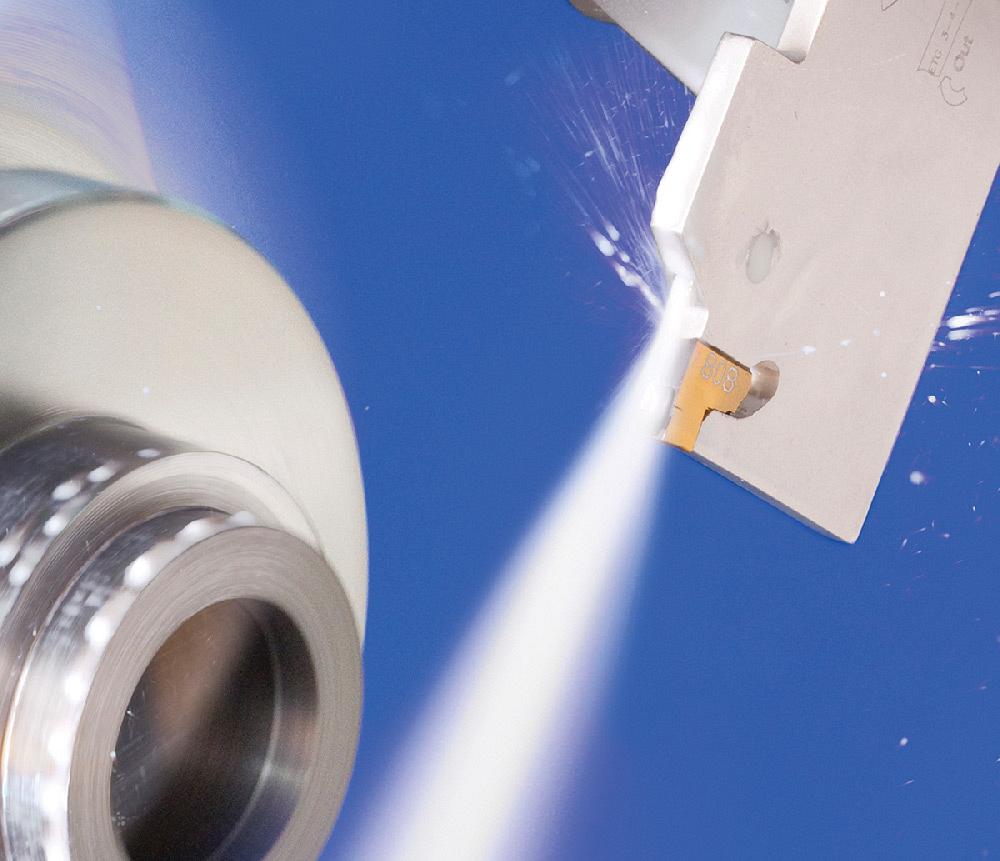
A part’s stability and strength need to be considered when increasing speeds. Photo courtesy of Sandvik Coromant.
Q = Vc x Ap x fn x 12. That’s one multi-variable formula using the relationship of feed, speed, and depth of cut (DOC) to determine the rate of metal removal during the turning process. Vc is the speed in surface feet per minute (SFM); Ap is the DOC in inches; and fn is the feed in inches per revolution (IPR).
Change any variable and the productivity of the turning operation and the life of the inserts are affected. The trick is finding the solution set that enables the insert to remove the metal while adding the most to the bottom line.
“Any kind of insert cutting for any kind of material will have a band, or zone, to cut in without running too hot or cold,” said Steve Geisel, turning/grip product manager at Iscar. “You can manipulate the speed, feed, and DOC by increasing one or decreasing others to stay within that zone to optimally affect the metal removal rate.
“Some people believe that running at a high spindle speed with a moderate feed and DOC is the way to go. Others believe that running at a slower spindle speed with a more aggressive DOC is better. Which way is best? I don’t think there is a clear answer. When we run a job both ways, the cycle times come out reasonably close.”
John Winter, product manager for eastern U.S. at Sandvik Coromant, described how they approach working with the formula. “Typically, we optimize the DOC for an operation first. The second thing we consider is the feed rate. The third is the surface footage.
“The surface footage has the most detrimental effect on an insert from the tool life standpoint. Extending the surface footage puts more heat into the insert, and it can wear out prematurely. Too little heat and you can get a built-up edge or chip the insert.”
HIGH-SPEED TOOLING
Choosing an insert designed for high material removal rates can be a good place to start the search for the sweet metal removal spot.
“High-speed tooling was primarily used in milling operations, but more and more tooling manufacturers are offering lathe tools specifically designed to improve metal removal rates. Those tools will have unique chip formers or edge preparations or a unique overall design,” said Geisel.
Since every material machines at its own temperature, the designs are specific to the material being processed. Insert geometry, chip former, grade, and coating work together to provide higher material removal rates for a longer period of time per insert.
A good starting point for choosing the most effective insert based on surface footage, material type, and material hardness can be a consultation with the tooling supplier because of the continuous technology changes.“It seems like every couple weeks there is something new,” said Geisel. “The new tools are designed to last longer, run faster, work better, and reduce tooling costs, and ultimately help manufacturers make more money. A shop using the same tooling it has used for the last five years is probably out-of-date because of the technology advances, and chances are it is throwing away a lot of money.”

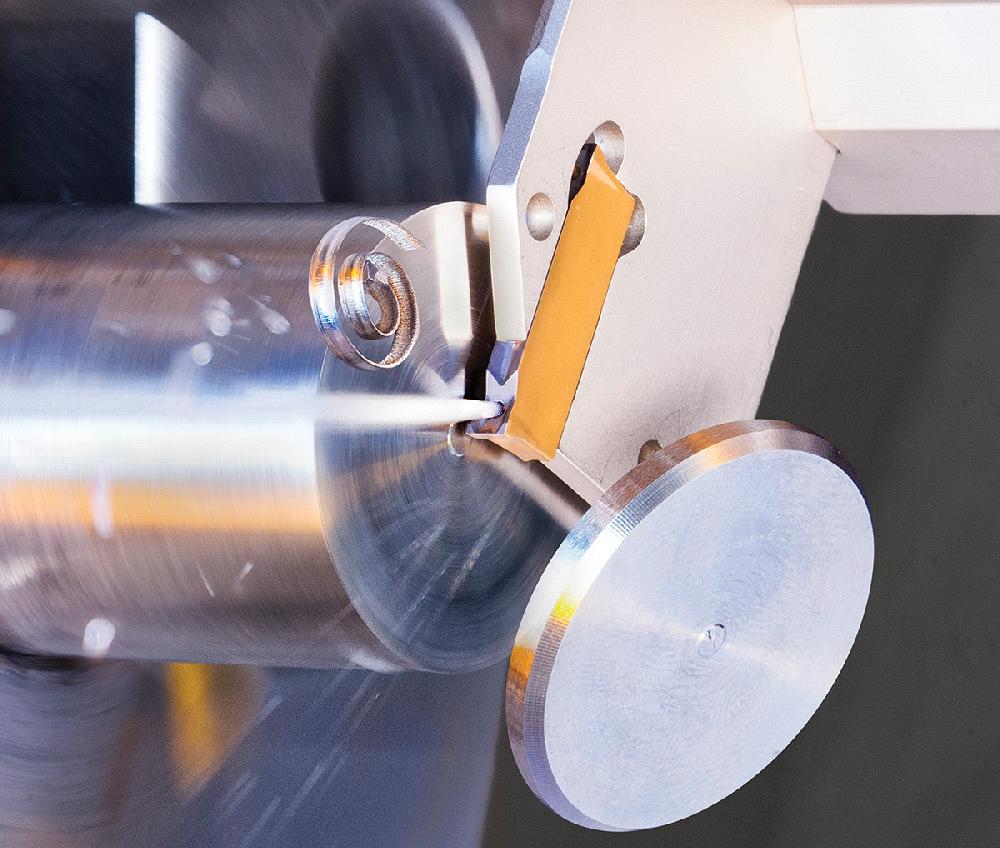
If coolant reduces the cut zone temperature too quickly, increasing the spindle speed, DOC, or both will add heat. Photo courtesy of Iscar.
SPEEDS AND FEEDS
“The industry standard for insert life is determined by running an insert as fast as possible for 15 minutes without having it lose its edge. Let’s say you are using an insert for 180-Brinell steel. If you are running a harder material, you can run a little slower than the industry standard to reduce the heat and extend insert life. Or you can slow down if you are running a large part that needs more than 15 minutes of cut time,” said Winter.
Part size and configuration come into play when speed increases. “When you are talking about high metal removal rates, you are also talking about above-average tooling pressures,” said Geisel. “Stability and strength of the part and setup are extremely important. A large-diameter, stable part may be able to withstand the increased pressures, but a small-diameter or thin-wall part may not be able to handle the cutting forces.”
Counter-balance chucks can help smooth out the cutting forces if there are balance issues to allow runs, but they aren’t a perfect answer, said Geisel, because the forces can be slightly different from part to part. “Something with a counterbalance weight might be good for one part but slightly off for the next.”
KEEP COOL
High-pressure coolant directed at the cutting edge can allow much faster metal removal rates. The higher the pressure the better, and directing the coolant to the cut zone where it can cool the cut faster handles the heat from increased speeds regardless of the system’s pounds per square inch rating.
Geisel said, “Normal cooling on a lathe is done with a flood-type system or nozzles that are far away from the cutting edge. Switching to high-pressure coolant that gets close to the cutting edge—the cutting zone--is one of the biggest influences in helping manufacturers achieve higher removal rates. It rapidly cools the cutting zone so you can run faster. If you end up cooling too quickly and need to get some of the heat back to prolong the insert life, you can increase the spindle speed, the DOC, or a combination of the two.
“For example, most people will machine titanium at around 150 SFM. With rapid-cooling pumps, you can machine that same titanium at 900 SFM, upping metal removal rate by 700 or 800 percent.”
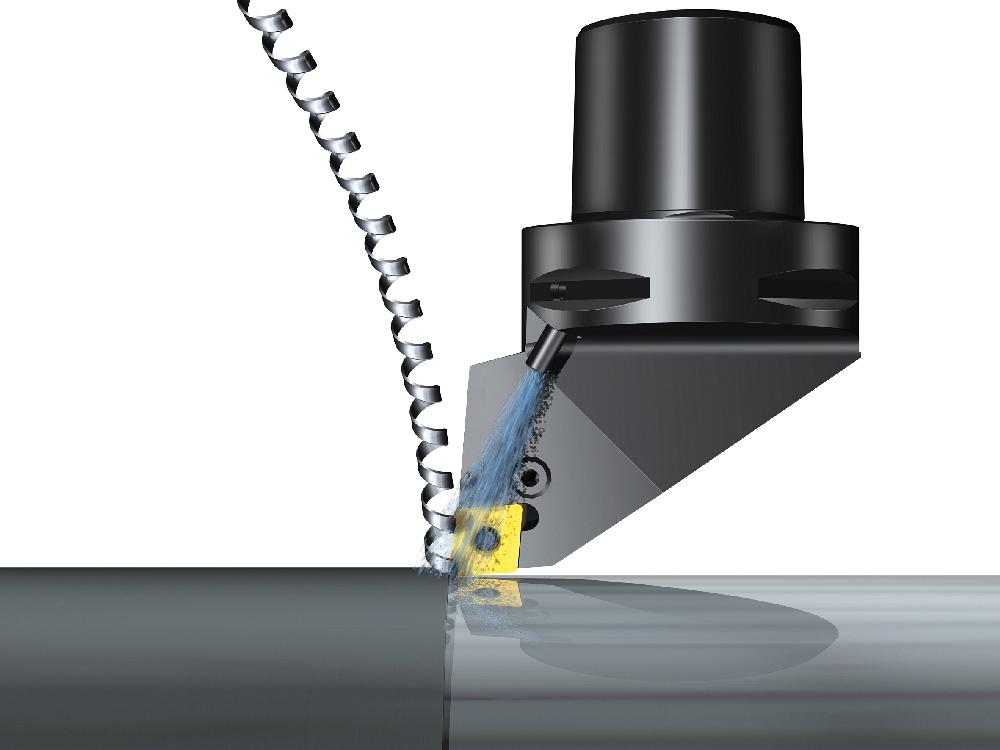
“Putting the coolant right at the cutting edge where most of the heat is generated and on the back side underneath the cutting area allows you to run at higher parameters,” said Winter. “You can increase your surface footage or feed it harder.”
FIND A BALANCE
Finding the right numbers for the metal removal formula is a balancing act to find the fastest cycle time and lowest production costs. It may take some trial and error to find the most profitable mix. Start by setting a baseline for the process. Then track, compare, and adjust.
“In high-volume production there is always a balance,” said Geisel. “You need to look at the cost of running a machine tool versus the cost of an insert. Even using $60 an hour, a minimum amount of $1 a minute for machine time, every minute saved by improved material removal rates saves a lot of money. Let’s say a four-sided insert costs $10. That’s about $2.50 an edge. If I adjust the process formula to run faster and save two minutes, that brings the cost of each edge down to a few cents. Using additional inserts to gain that faster material removal rate can be a money-saver.
“With more machines capable of producing complete parts, faster metal removal rates go right to the bottom line.”

Directing coolant underneath the cutting area and directly to the cutting area controls the temperature of the cut for longer tool life. Photo courtesy of Sandvik Coromant.
Iscar Tools, 905-829-9000, www.iscar.com
Sandvik Coromant, 905-826-8900, www.sandvik.coromant.com

{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Automating additive manufacturing

2
Identifying the hallmarks of a modern CNC

3
CTMA launches another round of Career-Ready program

4
Collet chuck provides accuracy in small diameter cutting

5
Sandvik Coromant hosts workforce development event empowering young women in manufacturing
