







Editor
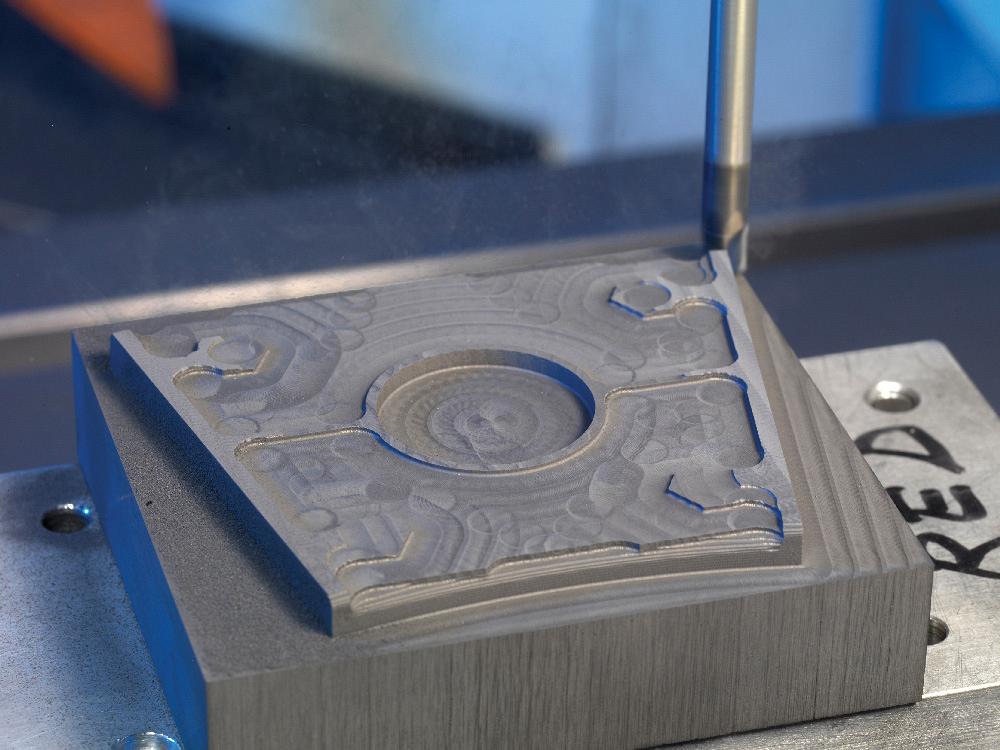
Graphite is strong, but brittle, and its abrasiveness makes machining without undue tool wear a challenge. Photo courtesy of Makino.
Graphite has specific properties that make machining a challenge. It’s strong, but also brittle, and is susceptible to chipping if not handled properly.
Graphite also is abrasive, making unusually high tool wear a common occurrence.
“In reality, graphite is much easier to machine in terms of spindle load when compared to machining steels,” explained Brian Pfluger, EDM product line manager for machine tool builder Makino. “EDM-grade graphite is much softer than steel, allowing for higher machining feed rates, but the material turns into a powder or dust when machined.”
In the North American market, graphite typically is the standard electrode material for most electrical discharge machine (EDM) applications. These electrodes enable faster roughing cycle times and cost less than copper electrodes.
“Graphite provides an economical way to manufacture electrodes and creates a very stable EDM process with, in most cases, less wear than other electrode materials,” said Steve Bond, national sales manager of FANUC Robodrill, Robocut, and EDM products for machine tool distributor Methods Machine Tools.
Graphite does have limitations in its ability to achieve ultrafine surface finishes, however. These electrodes typically can produce a surface finish down to 30 μinRa/0.7 μmRa, which is sufficient for most general applications.
If finer finishes are required, other electrode materials will need to be used.
“Depending on part requirements, the use of graphite during roughing provides faster machining speed with less electrode wear. Then copper electrodes are used during finishing to create finer surface finishes and less electrode wear, providing the best mix of speed and performance for sinker EDM applications,” said Pfluger.
Copper-tungsten electrodes also are available, but typically have a higher cost and must be used at slower machining speeds. These are typically reserved for cutting graphite.
“There also is a combination copper-graphite material known as POCO C3 that offers a hybrid advantage of both graphite and copper,” explained Bond. “Although not as popular as in years prior, this material hybrid offers, in some cases, better wear and finish in a single electrode material.”

A compact Erowa robot tends a Makino EDNC6 sinker EDM and a V33i-5XB Graphite 5-axis vertical machining centre to produce electrodes with complex geometries, which are then automatically fed to the EDM. Photo courtesy of Makino.
Copper also is used in shops that demand a cleaner machining environment.
“No matter how hard you try, it is difficult, or I should say impossible, to collect all of the carbon dust, so copper is more suitable in these cases,” said Bond.
Unique challenges exist when milling EDM-grade graphite electrodes. They include the following top four:
1. Tool wear. Because the graphite materials used for EDM work are very abrasive in nature, uncommonly fast tool wear is the reality. While even standard high-speed steel (HSS) cutters can machine this graphite, they will exhibit high wear characteristics, making high-accuracy dimensional control and good surface finish quality difficult to maintain.
“It is critical to achieve both high accuracy and consistent surface finish when milling graphite electrodes, because any tooling marks, chatter, or blemishes will be reproduced on the final component,” said Pfluger.
Carbide and diamond tools also are common because they can resist tool wear better than HSS tools.
“Most graphite is now machined with either carbide- or diamond-coated tools,” said Bond. “Both of these types of materials hold up well to the abrasiveness of the carbide.”
2. Part geometry. Most EDM electrodes are complicated parts with features that are not easily created with common tools and standard milling machines. In fact, a large proportion of these electrodes contain small, deep, and fragile features that are very difficult to create.
“The mix of small and deep electrode geometry requirements need smaller cutting tools, which pose a challenge to milling spindle RPM,” said Pfluger.
The combination of high feed rate, small-diameter cutting tools, and difficult-to-cut graphite requires milling machine spindle speeds of 20,000 to 40,000 RPM for optimal performance.

Milling machines specifically designed for graphite electrode manufacturing are designed with several key differences from typical machining centres, including higher spindle speeds, dust containment and collections systems, and a more powerful CNC. Photo courtesy of Methods Machine Tools.
3. Dust evacuation. The dust created when milling EDM graphite electrodes also is very abrasive. This abrasion quickly degrades the milling cutter, but it also presents a hazard to the machine and manufacturing environment.
“If the graphite dust is not controlled and collected properly, it can pose a health risk to the operator, and can lead to damage within critical mechanical components of the milling machine, such as the spindle, way covers, and ball screws,” said Pfluger.
Generally speaking, any dust can be an explosion hazard. However, the dust generated during the electrode manufacturing process typically is dense enough that it does not require explosion-proof collection systems.
According to Bond, however, each manufacturer should address this issue as it relates to their own safety standards. He also advised seeking advice from the dust collector system manufacturer.
“From a health and safety standards perspective, companies should refer to the information provided by graphite manufacturers for the proper way to handle and dispose of graphite waste,” added Bond.
4. Dry material. Graphite is a porous material that absorbs moisture, which will cause problems downstream during the EDM process.
“If the moisture is not removed before EDM work begins, it will superheat during the erosion process and expand, causing the electrode to chip or fracture,” said Bond. “Removing the moisture can be achieved by simply putting the graphite in an oven for a few hours to dry it out.”
If milling tools cannot create either the desired surface finish or geometric requirements necessary to create the electrode, a wire EDM can be used.
“Albeit slower than milling or turning, newer EDM power supplies can machine graphite with very complicated details, tight inside corners, and with extremely fine finishes and straightness,” said Bond.
However, if this method is used, it is critical to dry the electrodes after the wire EDM process.
It should also be noted that the use of a wire EDM to create electrodes is a slow process, when compared to conventional machining.
“This means of graphite electrode manufacturing will not be the quickest, but there are specific circumstances in which using a wire EDM to cut the graphite makes sense,” said Pfluger. “If a graphite electrode’s geometry requirements, such as very small inside corner radii, are beyond the milling machine’s spindle RPM, then using wire EDM as an alternative manufacturing method makes sense. The use of wire EDM to machine graphite electrodes also is beneficial for small or thin features that might be unstable or too fragile to mill.”
Milling machines specifically designed for graphite electrode manufacturing are designed with several key differences from typical machining centres. These include:
- Higher spindle speed. Higher spindle RPMs are needed for the fast program feed rates and small-diameter cutters that are commonly used.
“The typical minimum RPM for a graphite mill should be 20,000, but 30,000- and 40,000-RPM spindles are growing in popularity,” said Pfluger.
- Dust containment and collection components. It is critical to manage and collect the graphite dust produced during milling. All graphite mills are fully enclosed, and many machines offer large-capacity dust collection and filtration systems to evacuate and collect the graphite dust.
- Special covers and seals. Most graphite milling machines are designed with additional seals and special covers to prevent the graphite dust from escaping from the work zone.
“These added features prevent the graphite dust from contaminating and damaging the machine’s spindle and ball screws, and they also prolong the functional life of the machine way covers,” said Pfluger.
- CNC power. Graphite machining centres need controls that are powerful enough to handle the processing of the large amount of data that is typical in highly complex part programs.
Because these design features are common across most machines regardless of builder, the decision on what machine to buy often comes down to the tolerances that need to be held.
“Investing in a machine to do 0.002- to 0.003-in. electrode tolerances requires a much greater investment cost than [if] a few tenths’ looser tolerance [is all that’s required]. It all comes down to tolerance,” said Bond.
Some graphite milling machines can even perform both graphite and steel machining for added flexibility and can be changed over relatively quickly. However, graphite machining is performed dry, whereas steel machining typically is performed using coolant.
“The idea of using flood coolant is attractive for the milling of graphite electrodes, because it would cut down substantially on the amount of graphite dust that is produced, but the reality is that this is not practical,” said Pfluger. “If a graphite mill is to be dedicated solely to producing graphite electrodes, then an EDM dielectric fluid can be used for flood coolant. The use of EDM dielectric fluid as a coolant within the milling machine will require other modifications to the coolant filtration system, because graphite dust will clump and cake up, which could clog a standard coolant system.”
For simplicity and reliability, it is recommended to mill graphite electrodes dry using a high-performance dust collection system, added Pfluger.
One of the biggest challenges facing shops that perform EDM work, especially those manufacturing moulds, is ensuring that the EDM is not waiting for the milling machine to complete its task, or vice versa. Because the manufacturing of electrodes typically is much faster than the EDM work, this can be difficult to manage.
“The number of electrodes needed for one job is not going to be the same for another job. Each mould has its own electrode requirements based on the complexity, accuracy, and finish of the cavities,” said Bond. “It is not uncommon to have excess spindle time on a vertical mill when it is solely providing electrodes to the EDM. Automation of the electrode manufacturing process can assist in making electrodes as demanded, and electrode manufacturing can be made ‘lights-out’ in those cases.”
Pfluger agreed that management of work flow is a factor for any shop, even with automation, and that the EDM should ideally perform its tasks relatively unattended.
“The key is to identify the slowest process in a manufacturing cell, because the capacity of the slowest bottleneck will dictate the overall productivity and output,” said Pfluger.
Depending on job requirements, it is best to have all electrodes machined prior to starting the EDM operation. This will allow an EDM operator to set up, locate, and program all of the electrodes in the machine’s automatic tool changer (ATC) for all the needed part features at one time, and will help to maximize unattended machine operation.
“It is even possible to automate a sinker EDM and graphite mill together, allowing for the simultaneous processing of parts and electrodes without the need for operator intervention,” said Pfluger.
Before being loaded into the ATC, each electrode needs to be inspected to identify any flaws, chips, or incorrect features. This typically still is a manual operation performed on a CMM or digital optical comparator that measures the profile form and, in some cases, checks for even the smallest chips or cracks.
Editor Joe Thompson can be reached at jthompson@canadianmetalworking.com.
Makino, 800-552-3288, www.makino.com
Methods Machine Tools, 978-443-5388, www.methodsmachine.com



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




