







The Best of Both Worlds
New tooling technology can end the milling-broaching debate
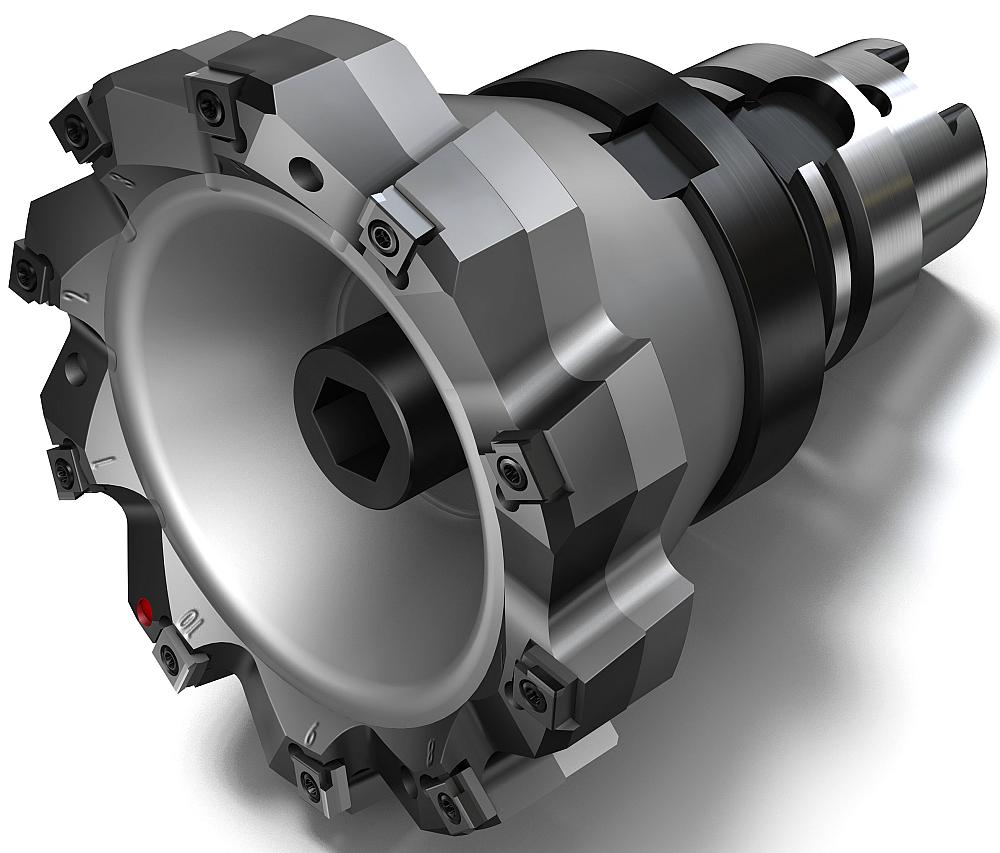
CoroMill 5B90
Automotive manufacturers and suppliers know it all too well: Face machining of aluminum blocks, such as cylinder heads, can be challenging, driven by cost pressure and very close quality parameters.
Historically, machinists had to select milling or broaching when machining these parts. But recently an engineered alternative has been brought to market that combines both machining methods, improves productivity, and eliminates burrs.
Milling aluminum brings its own set of challenges with burrs topping the list of side effects associated with this machining process. The cutting action in many aluminum face mills tends to produce poor chip formation and direction. When the cutter reaches the end of cut and exits the milled face, it often leaves a burr that over time grows to an unacceptable degree and prematurely wears the insert down.
Insert changes and extensive cutting edge setting are the results, with the well-known consequences: frequent machine stoppages and tool handling. Added to this is the general challenge for manufacturers to reduce costs in these types of operations.
Material specifications are becoming more and more challenging because new engines have higher operating temperatures, increased combustion pressure with higher mechanical stresses, and tops and heads are designed with more multiportal layouts in advanced combustion systems. Alloys also vary according to the designated fuel type. The demands on the aluminum alloys drastically increase, affecting alloys, casting, heat treatment, and, subsequently, machinability.
Broaching Versus Milling
Broaching is a well-established machining method practiced when precise results are needed. Properly used, surface broaching can be very effective in achieving tight tolerances and finishes and is used frequently in one-stroke operations in which the tool is pulled or pushed. In rotary broaching, the tool is rotated and pressed into the workpiece, often to produce a shape.
The principle of broaching is built on progressive, light depths of cut for each tooth, where the teeth are arranged in set sequence. Generally, broaching is a productive, smooth method with a minimum of tool setting for rough to fine cuts in one pass.
Milling as a machining method is, of course, a well-established but far more flexible practice. Rotary, multiedge tools that use advanced indexable inserts are available in many forms to perform many different operations to produce flat or curved surfaces and various cavities such as slots and edges.
Face milling still is a dominant type of milling. It offers a uniform axial cut while the rotating cutter is being fed radially across the part and is set to produce a certain chip thickness. Milling is a universal, productive method for roughing and finishing, and some degree of tool setting usually is required.
Modern cutting tool technology has progressed to the point where a unique combination of these two machining methods was developed to specifically improve flat-surface machining of aluminum alloy components, including cylinder tops or heads.
This new concept minimizes the setting of cutting edges, allows high machining rates, and enables high-quality finishes to close tolerances without the typical pronounced aluminum burr formation that normally requires a subsequent deburring operation.
Furthermore, the need for dedicated broaching machines and broaching tools, which are often more expensive investments and have longer delivery times than milling cutters, is eliminated. As tools don’t have to be reground, a time and cost factor is taken out of the equation.
Specific application factors for which these tools were developed focus on ideal cutter diameter, adjoining protrusions on the part, machining allowance/depth of cut, and table feed. Only one wiper/finishing insert is required and individual insert presetting is not needed, despite it being a high-precision cutter.
The face mounted inserts in this relatively coarse-pitch cutter have been designed and positioned to provide accuracy, lower cutting forces, and a smooth cutting process.
With generated finishes and tolerances that are well within standard requirements of the automotive industry, this unique approach of combining two well-known machining techniques offers an alternative method of cost-efficiently producing specific aluminum parts in large batches.
My advice is to ask your tooling supplier about this combination technology.
Benefits of combining broaching and milling
- Facing with minimization or even elimination of burrs
- Full control of all quality parameters
- Good surface and tolerance results, well within limits, throughout a predictable tool life
- No insert setting or tool adjustment and reduced setup time
- High feed and speed performance with small number of inserts
- Good chip control
- Reduction of machining costs and time per part
Brian MacNeil is milling products and application specialist, Sandvik Coromant Canada, 905-826-8900, www.sandvik.coromant.com.
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free SubscriptionAbout the Author
About the Publication

- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




