







Small-cell automation: Right-sizing for smaller shops
Although welding automation has existed for many years, the technology has seemed to be an unaffordable luxury for smaller manufacturers and welding shops. But in the past few years, welding system manufacturers and integrators have been producing small standard welding cells that can be set up to work in most manufacturing environments.

Parts are loaded into an automated welding cell. (Photo courtesy of Miller Electric Mfg Co)
Although welding automation has existed for many years, the technology has seemed to be an unaffordable luxury for smaller manufacturers and welding shops. But in the past few years, welding system manufacturers and integrators have been producing small standard welding cells that can be set up to work in most manufacturing environments.
“The fastest-growing portion of the welding automation business is in small to midsized businesses,” said Ed Hansen, global product manager, welding automation with ESAB Welding & Cutting Products. “This is being driven by several factors, including the expectation of end markets for ‘robot-quality’ welds; the scarcity of qualified manual welders; the long-term trend toward lower automation costs with improved quality and consistency; and the improvements in robot controllers that make it easier for inexperienced operators and managers to handle robotic welding.”
The smallest integrated welding cells look like a kiosk at a fair and seem highly portable. Some literature even suggests that they can be moved from one part of the shop floor to another easily. While this may be, the most difficult part of introducing welding automation is integrating all the production work flow and initial system setup.
“Installing and successfully implementing a robotic welding system, particularly a company’s first system, is best discussed with a company that has experienced process experts (i.e. equipment manufacturers). Fundamental test welding can be performed at the integrating company to prove the process and setup for a successful project,” said Chris Barber, sales and application manager, flexible automation with Lincoln Electric Canada.
“All robotic systems will follow a repeatable set of instructions each time the program is launched. The welding power source will always turn on. Very rarely does a technical support call begin with, ‘My robotic welding cell started making grinding noises and something is broken.’ Most of the time, customers struggle in a few key areas. These include how to implement advanced welding and robotic features and determining when the problem is not the robot, which it rarely is, but more likely the consistency of the parts being given to the robot,” Barber said.
Secondary Benefits
Introducing automated welding to a manufacturing process will give you a more standardised, quality weld and a potential increase in output. There are other, less obvious benefits as well.
“Some of the main benefits are saving material and labour costs. And of course productivity gains. Secondary benefits are improved quality and less cleanup. Other benefits are that you are saving floor space,” said Ken Van Dyk, portfolio manager for Miller Welding Automation. “Many items, when they are welded manually, are overwelded. So when you need a 5-mm or quarter-inch fillet, they may weld it as 7 mm, so it will be 20 per cent oversize. When you can get it to be the exact size that you need, you can reduce material costs by up to 30 or 40 per cent on the consumables side.”

This small welding cell has a turntable work surface so that parts can be loaded and unloaded while the robot is welding. (Photo courtesy of Lincoln Electric.)
Robotic welding offers significant improvements in duty cycle compared to manual welding, “and that is traditionally where North American manufacturers first look for the justification to automate welding,” said Hansen. “Productivity can be improved by 70 per cent or more just from this alone. However, automated welding is increasingly being looked at for the benefits it brings to product quality from consistent, controlled, and predictable weld results, which can have an even greater impact than the immediate improvement in welding productivity.”
With benefits also come drawbacks or issues a manufacturer must consider before plunging into automation.
“The biggest drawback to welding automation, in many people’s eyes, is the need for improved part accuracy and assembly control,” said Hansen. “Automated welding often requires a higher degree of precision and process management in cutting and forming than many traditional manufacturers are used to.”
Have a Champion
With proper training, manufacturers can solve most problems with integrating a new automated welding cell.
“However, the biggest differentiator between companies that succeed with robotics and companies that fail with robotics comes down to the idea of a local champion,” said Barber. “A local champion has to be personally invested in the success of the entire project.”
Programming a robot takes time to learn. You have to have tooling designed and installed, and ensure that the parts you are making are consistent enough to be welded robotically. A local champion has to be able to work with various departments in the company, be it engineering to discuss potential modifications, machining to discuss design tolerances, maintenance to discuss spare parts, or even HR to discuss staffing issues.
There are costs involved in automating a welding system as well, both in capital expenditures and human resources.
“The costs in time, the salary and opportunity cost of a local champion, and the time spent climbing the learning curve must be in the business case of purchasing a robotic system,” Barber explained. “Depending on the complexity, it may be substantial, and it should be planned for. It is a line item separate from the capital cost of the system itself, and can be discussed with the automation company that is building the cell.”
Quantity Tipping Point
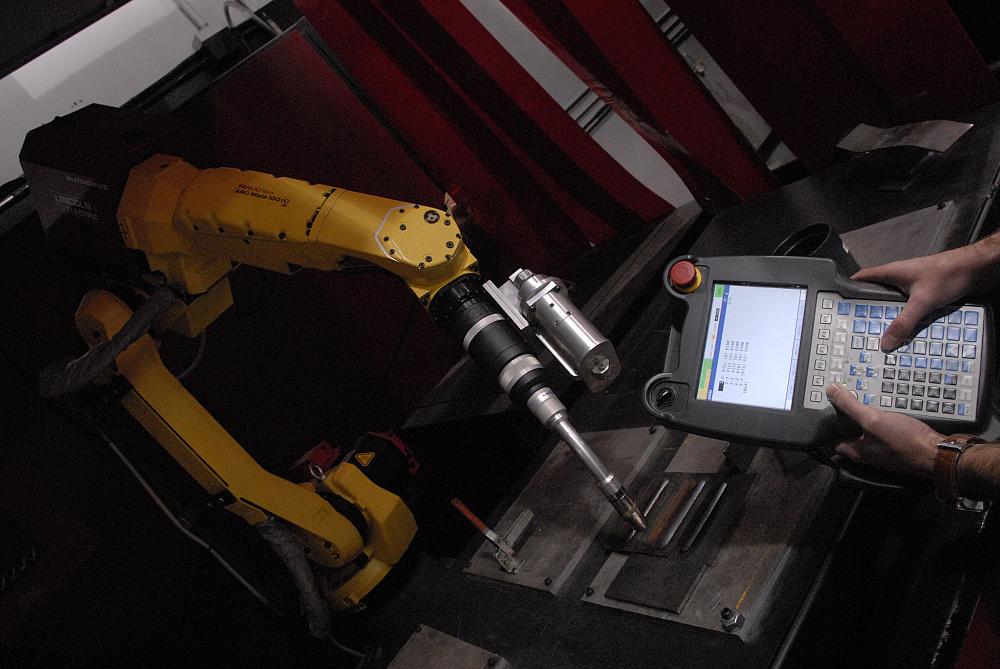
At first glance, the controller looks intimidating, but it is quite easy to learn. (Photo by Nestor Gula.)
A common concern for manufacturers contemplating welding automation is part quantities.
“A robotic cell will produce three times the amount of parts per hour or per day than manual welding,” said Van Dyk. “Typically, you need a certain volume to justify automation. If you are changing over every five parts, it might not be feasible to introduce automation. When I visit a small end user and if I see a pallet that has multiple parts on it, I can tell right away that they are making multiple parts and they can automate that process. They say, ‘That’s great, but that will take an hour’s work on a robot and what will I do to fill up the rest of my day?’ Normally, I would suggest looking at other parts the company makes [to see what else might be made on the cell]. If you are looking at small cells that is a perfect solution for parts that you [make in batches regularly]. If there are 20 parts in a bin and you are producing these monthly, then it is an ideal situation for running automation. If you are not doing 1,000 parts at a time, it is quite easy to change from one program to another [to do smaller runs on the same cell]. It is just like calling up another Word document on your computer.”
Mobile, Off-the-Shelf Options
While most welding automation involves welding cells, there are other innovations.
“Some welding automation is highly portable. Simple welding tractors, for example, are small and light enough for any worker to use throughout a shop or even in the field,” said Hansen. “ESAB has a new battery-powered tractor called the Miggytrac™ B501, which uses a rechargeable lithium-ion battery for powered movement and a regular welding power source and feeder. It can be easily used for planned work or even on an ad-hoc basis, whenever and wherever the welder wants a long and steady weld bead without having to hold the welding gun.”
Automated welding is often thought of as a custom product, but standardised options are becoming more common.
“The industry now has forced companies like ourselves to make standard cells,” said Van Dyk. “These standard cells you pick up with a tow motor and put them down on the floor, and as long as you have power and gas, you can be welding in a couple of hours. Typically, there is a common base. We have small cells which will hold anything that will fit on a 2-foot by 2-foot or 3-foot table. A lot of our standard cells can grow. You can have a 10-foot cell with a positioner in front of it.”
Programming
Offline programming is the essence of automated welding. With it you can store literally thousands of weld procedures for countless parts and call them up when needed. With a bit of training, anybody can manage offline programming (see sidebar).
“To run a robotic cell you can teach a grade nine student in a day and they would be very comfortable running it,” said Van Dyk. “It’s taking a teach pen, like a Nintendo, and walking it around. If they understand the welding process, then they get the torch angles right and the speed right.”
Programming an automated welding cell has come a long way in a few short years.
“Offline programming tools used to exist merely to allow the robot to be programmed without being taken out of service,” said Barber. “However, more recent offline programming systems have managed to automate some functions of the programming. CAD–to–path features have allowed the virtual programming of weld paths by pointing and clicking on the part in the virtual environment, rather than programming manually point-by-point while squinting at the end of the wire to determine push and drag angles and contact tip-to-work distance.
“In addition, advanced features like touch sensing, Through Arc Seam Tracking (TAST), and coordinated motion have been simplified to be much easier to program in the virtual environment than at the robot itself. A welding program created offline will still need to be transferred to the robot and touched up, however, time spent working at the robot and total time programming have been made quicker and, almost as importantly, easier,” said Barber.
Since the automated welding cells are integrated into the manufacturer’s network, programming of the welding cell can also occur at the cell itself if need be. These programs are saved like any other and can be called up quickly.
“We are now seeing offline programming tools that are efficient enough to even make one-piece automation competitive with manual welding,” said Hansen. “This will have a big effect on the adoption of automation in general industry. It will also make bespoke production more competitive with mass production and change the way that we think of the things we buy. In the future, we see automation as an extension of the welder, not as a replacement for them. It will become natural for steelworkers to work collaboratively with their automated tools just as they do today with their manual tools.”
Nestor Gula is a Toronto, Ont.-based freelance writer. He can be reached at nestor.gula@yahoo.ca.
ESAB Welding & Cutting Products, 877-935-3226, www.esab.ca.
Lincoln Electric Canada, www.lincolnelectric.ca.
Miller Welding Automation, 920-734-9821, MillerWelds.com.
Can anyone operate an automated welding cell?
Most literature from manufacturers and integrators of automated welding systems boasts how easy it is to learn and use. I approached the folks at Lincoln Electric to see if they could teach me the basics of programming a robot and they agreed.
The full training session when purchasing an automated welding cell goes on for three days. My session lasted for about an hour. However, I am an experienced welder, so I do understand some of the nuances that are necessary for a successful weld.
I did not do any offline programming but used the cell’s controller to program and save some simple bead welds.
My guide, Alex Curik, an automation specialist at Lincoln Electric Canada, was patient but he didn’t really need to be. After a few minutes I was able to program the robot to weld a simple bead joining two pieces of metal together. Programming using the controller involves moving the welding torch head using arrow keys. Sensors in the units make sure the welding torch does not physically hit the metal parts or the fixturing. You set the weld on and off points and then you can do a dummy run to see if everything is hunky-dory.
It is a fairly simple process, actually. Offline programming is a bit more involved, but is not too much more complex, assured Curik.
It was here, as I was manipulating the arm of the robot, that Curik explained that the systems can be modified extensively with a whole host of sensors and cameras as the individual manufacturer requires. While the cells are standard, they are more like “plain jane” cars that the customer modifies to suit their particular need.
After less than an hour with the robot and the controller, I felt rather comfortable and came to the conclusion that, yes, anybody can learn to program an automated welding cell. After my short session I am under no illusion that I have mastered this procedure – I would need to attend the three-day session and spend a bit of time honing the craft through trial and error to even consider being competent. However, my short time with this technology does lead me to believe that I could easily program this robot to make a weld better than I could make a weld manually.
About the Author
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




