







Associate Editor

Titanium carbonitride (TiCN) coating is ideal for drilling and reaming of cast iron, high-silicon aluminum alloys, copper, and abrasive materials. Matveev_Aleksandr/iStock/Getty Images Plus
It is very common for most cutting tools today to have some sort of coating added to the substrate. It’s important to strike a balance between a quality substrate and a quality coating—the company can provide the greatest coatings available, but without a high-quality substrate, the coating can be rendered ineffective. Also, having a quality substrate is essential in applications where uncoated tools are used.
For an in-depth look at coating development and composition, check out our conversation with Rachel Israel from Vargus.
“First and foremost, coatings increase the life and performance of any tool,” said Urmil Patel, applications engineer, OSG Canada, Burlington, Ont. “Compared to a bright finish, coatings allow for increased cutting parameters. With a coating, there is less friction towards the chips coming out of a drilling application, which means less resistance for chip flow. They also make it easier to identify tool wear. There are many advantages of using a coated tool, but for any heat-resistant applications or tough-to-cut materials, coatings are a must.”
Coatings particularly make sense for ferrous or steel-based materials, whether it’s stainless steel, high-temperature alloys, cast iron, or the like. A coating is necessary almost all of the time to allow for increased speeds, but also because they increase tool life. There are big productivity gains with coated tools.
“Uncoated tools are primarily used in aluminums and non-ferrous materials,” said Sarang Garud, product manager, Walter Tools, Greer, S.C. “The benefit of uncoated is that it can still be polished, so, for example, with a polished uncoated carbide, the chips won’t stick. This is helpful when cutting aluminum as it keeps the grade tough. There is no built-up edge. Uncoated tools also have very sharp cutting edges as there is no cutting thickness to add an artificial hone.”
There is an exception to the rule that uncoated tools make sense for cutting aluminum and aluminum alloys with high silicon content.
“We tend to see uncoated tools with anything in the ISO N series like aluminum, particularly because these materials tend to be soft,” said Scott Walrath, business development manager, CERATIZIT, Schaumburg, Ill. “Depending on the series of aluminum, it can be very abrasive, which may make a coating useful. Uncoated tools have less wear resistance in high-silicon aluminums. The coating is more for the lubricity factor that it offers, where it can lower the coefficient of drag rather than the hardness. In some cases, a ZrN [zirconium nitride] coating will aid in chip evacuation for aluminum."
Another exception is with machining titanium. There are some instances where working with an uncoated tool makes sense.
CVD is a method to produce coatings by means of thermally induced chemical reactions. The cutting tool is placed in a CVD reactor, where thin-film coatings are formed as a result of reactions between various gasses and the heated surface of the tool substrate.
A typical CVD coating is generally between 17 to 20 μm in thickness but can be as thin as 5 μm. And for the most part, CVD coatings include titanium carbide (TiC), titanium carbon nitride (TiCN), titanium nitride (TiN), and aluminum oxide (Al2O3).
CVD coatings are ideal for general turning operations, especially in steel and stainless applications. The thickness of the coating provides wear resistance, particularly in applications where crater wear is common.
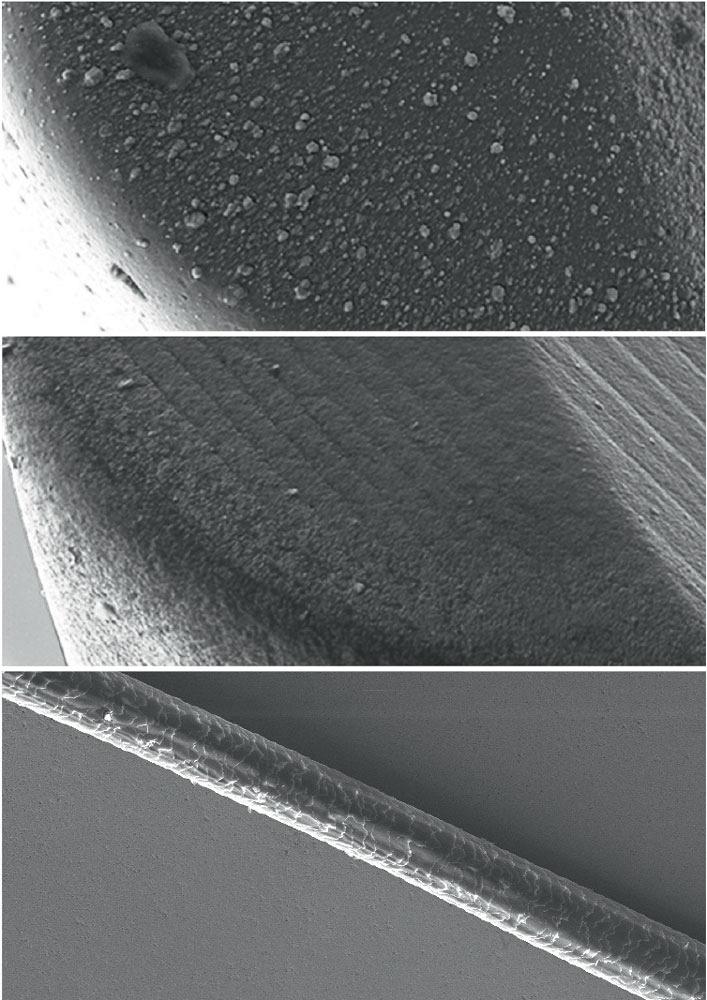
The enlarged surface structure shows the standard PVD process (top), the HiPIMS PVD process of Walter’s WNN10/WSM01 grades (center), and the size of a human hair compared to the HiPIMS surface (bottom). Walter
They are also used for milling grades in ISO P, ISO M, and ISO K.
“CVDs are generally a thicker coating and ideal for cast iron, steels, or any application that requires a more robust tool or high load bearing capacity,” said Garud. “With turning, especially if the cuts are continuous rather than interrupted, you can use the thick CVD coating for a long tool life at the highest of cutting speeds and feeds.”
Diamond coatings, whether diamond-like carbon coatings (DLC) or polycrystalline diamond (PCD), are applied using a CVD application. These coatings are ideal for extremely abrasive materials like graphite or carbon-fiber-reinforced polymers (CFRP).
“With diamond-like carbon coated tools, this coating enables good flute polishing, meaning that it has a lower coefficient of friction with non-ferrous materials,” said Patel. “DLC coatings especially make sense in high-quantity production environments where it is important to consider the longevity of the tool. This is where DLCs really shine.”
Because diamond is one of the hardest materials known to man, it can also be used for high-silicon-content aluminums, which tend to be very abrasive. A lot of grooving inserts use a cutting edge with PCD-brazed tips, especially for medical device applications.
PVD technology is based on a physical response method rather than the chemical response of the CVD process. A material vapour is condensed on the substrate’s surface under vacuum conditions. The process uses a lower temperature than CVD and therefore the substrate properties are less affected. This makes it especially suited for fine-grained carbides and other tough materials.
“Because the temperature of the process is quite low, the coatings aren’t as thick as its CVD counterpart,” said Garud. “This means that it can have a much sharper edge. PVDs are typically used for stainless steel turning or machining of superalloys like INCONEL and some titanium applications. PVD grades also are suited for grooving, as it has a very low cutting speed towards the centre of the workpiece, which requires a tough grade. Milling is inherently interrupted cutting, which also requires a tough grade, so you will see a lot more PVD coatings, although we are starting to see some CVD coatings available for grooving and milling.”
A typical PVD coating can be around 5 μm thick.
HiPIMS is an advanced, albeit complex, method of PVD that achieves a nearly complete ionization of the coating metal. This technology is characterized by a coating that is extremely thin— in the 1 to 2 μm thickness range—and dense.
“While it is very thin, it’s the density that makes it special,” said Garud. “This makes it exceptionally smooth, almost as if it is machining with a mirror. This coating limits built-up edge and prevents the chips from adhering to the substrate or tool. It is ideal for some aluminum and superalloy applications. They tend to be more expensive because we tend to put them on ground inserts for machining things like INCONEL or a finishing grade. And the price reflects the combination of the grade and the coating.”
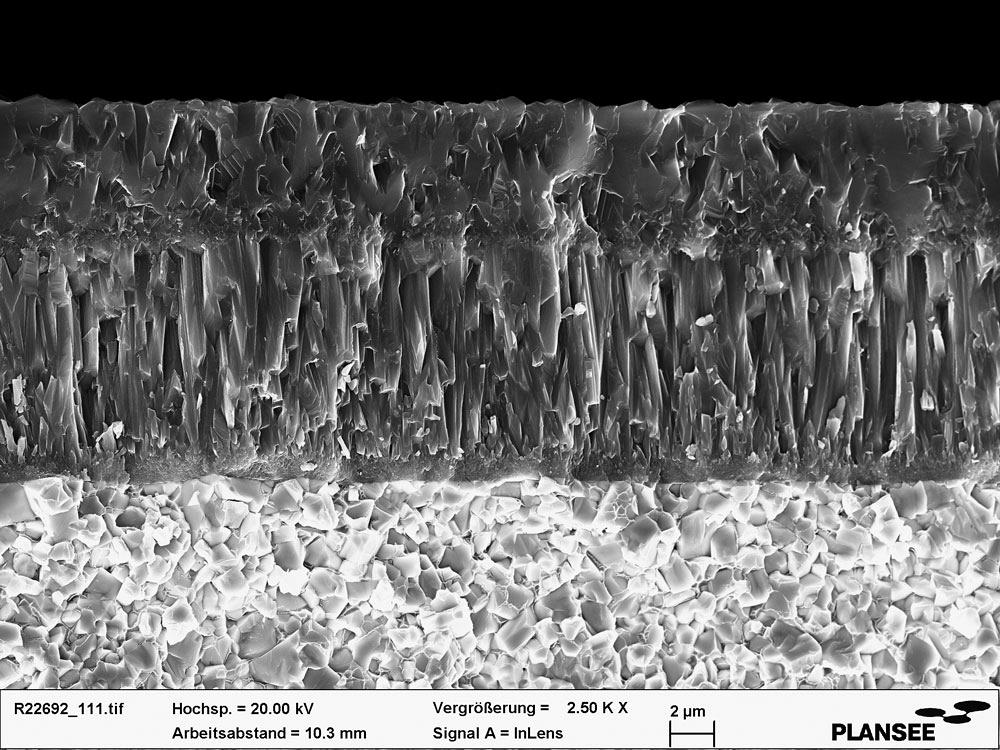
CERATIZIT’S Dragonskin is applied using nanocoating technology that produces tough layers and reduces cutting edge breakage. CERATIZIT
“A lot of the coating companies are now offering such a wide range of coating technologies, and they'll try to get very specific in terms of machining application, whether you're roughing or finishing. And they will also look at the workpiece material,” said Walrath. “Today’s coatings are optimized for particular applications.”
Of the standard coatings available, TiN, titanium aluminium nitride (TiAlN), aluminium titanium nitride (AlTiN), and TiCN are the most common. Using the CVD process, these are the four most common coatings, whereas with the PVD process, these and virtually any other materials can be used as a coating.
TiN. This is a widely used standard coating with universal applications. It can be used in steel, brass, cast iron, as well as aluminum, but liquid cooling is required. It offers three to four times longer tool life than uncoated tools.
TiAlN. This is a general purpose coating that also is suited for interrupted cuts. It maintains high-temperature hardness and oxidation resistance, high cutting speeds, with cooling not being essential to its success. In some applications, it can have a tool life that is 10 times longer than uncoated options.
AlTiN. This is a harder, smoother variant of TiAlN ideal for dry machining and machining titanium alloys, INCONEL, stainless alloys, and cast iron. It maintains a high hardness at very high temperatures. It can offer up to 14 times longer tool life than uncoated tools.
TiCN. Ideal for drilling and reaming of cast iron, high-silicon aluminum alloys, copper, and abrasive materials, TiCN has a very high degree of hardness with good toughness characteristics. Coolant or cooling at the cutting edge is required for higher cutting speeds. It can offer five times the tool life than uncoated tools.
“Some of the technologies like medium-temperature titanium carbon nitride have been around since the late 1980s, early 1990s,” said Garud. “These are great options for reducing flank wear.”
Multilayer coatings are becoming increasingly popular. They offer extreme toughness in very thin layers, sometimes only 1 or 2 nm thick. One of the advantages of using a multilayer coating is that it prevents any cracks from spreading beyond the originating layers during the machining process.
“We are starting to see more multilayer coatings in solid carbide drilling, but also turning and milling,” said Garud. “Multilayer coatings are really the biggest trend right now. Multilayer coatings tend to be quite a bit more elastic, as it has extremely well-bonded layers compared to single layer coatings. It doesn’t tend to flake, making the life expectancy of the tool to be that much higher. Tiger-tec Gold for turning steels is one such example of latest generation of multilayer CVD coatings.”
Another benefit of multilayer coatings is they allow for a multitude of different chemical compositions to layer through the coating structure. This means that the coating can offer a wider application range.
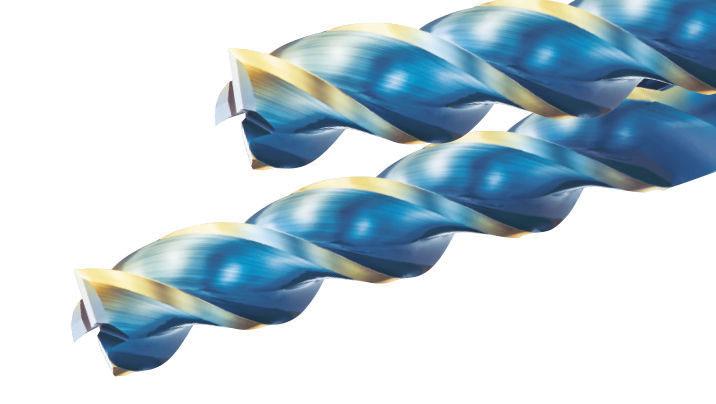
Diamond-like carbon coated tools allow for good flute polishing, meaning that it has a lower coefficient of friction with non-ferrous materials. OSG Tool
“For example, CERATIZIT’s Dragonskin coating is a nanolayer coating with different layers,” said Walrath. “If you take a human hair size, you're looking at 100,000 nm of thickness. This coating is less than 100 nm, and within that thickness there's a multitude of layers of different coatings. Because it has this variety of different chemical compositions, it gives you a very broad base of application, yet you can almost reach total optimization because within that composition is a component that is going to be ideal for that particular machining application.”
With the various layers within the coating, cutting tool manufacturers can tailor the product to deal with specific application or material challenges. Each layer offers its own characteristics and specifications, like hardness, toughness, wear resistance, lubricity, and combining them together provides more universal benefits.
This type of coating generally uses a PVD application.
Associate Editor Lindsay Luminoso can be reached at lluminoso@canadianmetalworking.com.
CERATIZIT, www.cuttingtools.ceratizit.com
OSG Tool, www.osgtool.com
Walter Tools, www.walter-tools.com



Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




