







Driving automatics
Automatic back spotfacing frees manpower at Vancouver machine shop
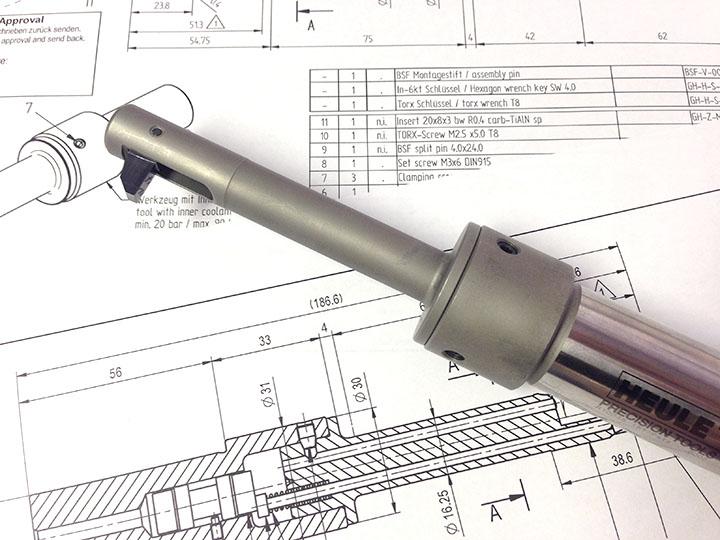
Back spotfacing counterbores backwards allowing the machining of large spot faces without turning over the workpiece. Photo courtesy of Heule Tool.
Situation
Nathan Barker, mill department manager for Sicom Industries, hated scrapping an aluminum casting worth thousands of dollars because a chip lodged in the back of his traditional back spotfacing tool gouged the casting’s intricate interior.
Sicom Industries, a contract toolroom and machine shop with locations in Vancouver and Houston, Texas, works in the oil and gas, aerospace, and mining sectors, but aluminum castings for the defence industry are its bread and butter. According to Barker, these castings are expensive and complex, with up to 40 internal cavities that make it hard to manually load the head of the conventional-style back spotface tool.
For years Barker and his team spotfaced using traditional methods. The operators fed a shaft through a bore, then manually attached a cutting head. Once the head was attached, the operator followed an extensive routine: Start the program, start the spindle, run the tool, stop the tool, take off the cutting head, retract the post, and repeat the whole process on the next cavity.
With 40 cavities this was a time-consuming process, and one which was not always successful. The enclosed cavities make it difficult for the operator to manually attach the cutting head to the body, creating further production downtime and increased frustration from the operator.
Barker began researching alternative back spotfacing methods and tools. Some automated tools project the cutting blade when the spindle is reversed, but Barker found that this tool also had problems. On one occasion when he was testing out this style of back spotface tool, material built up around the blade after cutting 0.656-in. holes with 1.410-in. counterbores. The built-up material prevented the blade from retracting back into the shaft, damaging the casting. The high-value cast aluminum had to be scrapped, and Barker knew that this style of spotface tool was not the right one for the application.
Producing off-spec parts can damage a shop’s reputation, as well as waste production time and labour. Barker needed automated back spotfacing to speed production time, free manual labour for different machines in the shop, and most important operate with the precision Sicom’s clients demanded.
“We don’t have our own products; we’re at the mercy of whoever’s giving us work,” Barker said.
Resolution
Through online research and metalworking catalogues, Barker found Heule Tool’s BSF (Back Spot Facer), an automatic back spotfacing tool that retracts the boring blade by coolant pressure. Designed for CNC machining, this tool functions without an antirotation device, change of spindle direction, or contact mechanism. The blade expands using centrifugal force when the spindle is activated. Coolant pressure moves a piston, pushing a pin that forces the blade back into the blade housing when deactivated.
The tool and the blade have coolant pipes that continuously flush the blade window and the blade itself with coolant, keeping the whole section clean while allowing optimal chip removal. For Barker, this meant the blade would reliably retract and no material would jam the blade or get stuck in the cavity.
The back spotfacing tool is a backwards counterboring tool that allows the machining of large spot faces (up to 2.3xD of the through-hole) and counterbores without turning over the workpiece. The machining is done on the back side of the drilled hole, and it can be done on the production line without moving or re-angling the part—a labour-intensive process that eats up production time.

With many internal cavities, castings are a good candidate for new back spotfacing tools. Photo courtesy of Heule Tool.
Barker estimates he now saves two to three hours per casting. The automated process allows the operator to focus on other machines. At an average shop floor rate of $125 per hour, that efficiency helps the margin on each casting, and speeding the process means that they can cut days off their turnaround for a batch of 15 to 20 parts.
“It has automated a process for me which was very labour-intensive. It has freed up operator time because I know when I get past a certain feature, it is lights-out machining,” he said.
Using data from the Heule website, he was able to quickly determine which of the 36 different carbide blades he needed for his holder.
After some trial and error, Barker asked the technical engineers at Heule to help him optimize the speeds and feeds to set up his process correctly.
For Sicom Industries, reliability and on-time production are what keep their customers coming back. Its parts are high value, and its clients are in competitive industries, so being successful sometimes comes down to having the right tool for incredibly specific jobs, like back spotfacing up to 40 holes in an intricate casting for an oil pipeline.
Where once back spotfacing was done by hand in a lengthy and complicated process requiring multiple man-hours, Barker and his team can do it on the production line with the new tool. Now those labour-hours are redistributed to other jobs in the shop. Barker knows he will produce on-spec parts—and that the days of scrapping a $10,000 casting are long gone.
Heule Tool Corp., 513-860-9900, www.heuletool.com
Sicom Industries, 604-856-3455, www.sicomindustries.com
About the Author
About the Publication
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




