







A look at milling machines
Faster, Functional and Compact

What are customers telling machine tool companies they want in their mills?
“Customers are looking for more functionality of the CNC controls, larger work envelopes, the ability to machine heavier parts and the ability to machine parts faster,” says Tom Sheehy, manager of applications engineering at Elmira, New York-based distributor Hardinge Inc.
The ‘customer request list’ also includes, “reliability of the machine tool and machine speed. Higher rpm for the spindle, faster tool changers and faster axis speeds. Customers need their machines to stay up and running so they can keep making parts,” adds Bryan O’Fallon, product technical specialist for milling, Haas Automation Inc. in Oxnard, California.
“They are asking for higher rpm’s in addition to requesting affordable pricing options. Integration of monitoring software for machine uptime and cutting performance is a continuing trend we see as well,” echoes Bernie Otto, Kiwa product manager, Methods Machine Tools Inc., a distributor in Sudbury, Massachusetts.
Other trends noted in previous milling stories include a move towards automation, multi-axis machining and process integration (combining more operations in a single machine or set-up). These trends remain ongoing, say experts.
“Automation, multi-axis machining and process integration are still main concerns for customers when talking about buying machines,” notes Sheehy.
“The number of shops, big and small, who are moving toward multi-axis, or multi-sided, machining—whether it be in 5-axis milling machines, or multi-axis lathes—continues to grow. The process of running 100 parts through single sided operations is slowly becoming a thing of the past,” says Michael Cope, product technical specialist at Indianapolis, Indiana-based Hurco. “We have seen an increased adoption of 5-axis machines, being used to run what would be considered traditional 3-axis parts by many. However, these parts have 3-axis features on multiple sides of the same part, which makes them perfect for 5-sided machining. Also, in addition to reducing setups, 5-axis machining increases part accuracy because everything is machined in relation to one single part setup, instead of flipping and repositioning the part throughout multiple setups.”
“I would also say that many of these shops are beginning to experiment with different types of automation as well, which could mean something as high tech as a fully-automated robot or pallet loader, or something as simple as hand-loaded pallets that just help them change out parts quickly. I have also noticed more and more shops using sub-plates on their milling machines to help aid in quicker part setup between jobs,” adds Cope.
“More and more we are seeing robots integrated with 3-axis mills and 2- or 3-axis lathes),” says O’Fallon. “This gives shops a great amount of flexibility to change jobs as needed, which cannot be done nearly as easily with a specialty machine (an expensive mill/turn machine, for example),”
O’Fallon also sees a trend towards small-sized mills: “Shop space is expensive, so fitting a machine into a smaller space is becoming more important,” he states.

Another trend, noted by Jim Endsley, product specialist machining centers, sales, at Okuma America Corp. in Charlotte, North Carolina, comes as more of a sociological observation than a technical insight.
According to Endsley, machine tool customers have become “more cost conscious” in the last 10 years, something he ascribes to a “new generation of ownership in some of the shops.”
New owners combine shop floor expertise with lessons learned at business school: “They are applying more of the business logic to machining techniques than ever before…they are asking, ‘How does this machine fit into our business plan?’ They want to discuss things like power consumption and ‘is the machine green?’” says Endsley.
In terms of “non-starter trends”, additive machining has had little impact on the machine tool sector to date. For all the hype about the additive machining process, customers are not buying 3D printers instead of new mills to make parts, say pundits.
“I have not seen a major impact on machine sales due to the interest in additive machining at this time,” says Sheehy.
“We do not see this as an issue for many years—if ever,” echoes O’Fallon. “Additive manufacturing definitely has its place, but traditional machining processes—milling and turning—still provide the speed, flexibility, and affordability that most shops are looking for.”
Here’s a look at what’s new and noteworthy in milling machines:
Hardinge
Hardinge released the Bridgeport Conquest V1000 vertical machining center last year.
Notable features on the V1000 include the largest ball screws in its class (45 mm ball screws are provided on all axes), a powerful direct-drive 20 hp spindle capable of 10,000 rpm with 75.2 pounds of torque, a 30-tool swing-arm automatic tool changer and a Mitsubishi M70M control. Travels are 40 inches, 24 inches and 24 inches on the X, Y, Z axis respectively.

Options include part probe, tool probe, X, Y, Z linear-scales, coolant through spindle, fourth and fifth (4+1) axis drive package, automatic power shut-off, chip conveyor and auto door.
Sheehy is particularly taken by the V1000’s Mitsubishi M70M control, which will, “accept any Fanuc style G-code program resulting in less edits from moving programs from one machine to another…the commonality of G-code programming provides the ability to utilize any basic CAD/CAM software to achieve optimum programming results,” he says.
According to Sheehy, the Conquest V1000 can readily handle tough cutting materials such as titanium.
“Titanium does exhibit a challenge for machining. However, the Bridgeport V1000 with its increase in hp, increased torque, Big plus spindle, large ball screws and accuracy specifications provides an optimum machine for handling the cutting requirements of materials such as titanium,” he states.
www.hardingeus.com
Okuma America Corporation
Japanese firm Okuma introduced the Genos M560-V vertical machining center (VMC).
The highly rigid Genos M560-V offers a table size of 22.05 x 51.18 inches, maximum load capacity of 1,980 pounds, spindle speed of 15,000 rpm and magazine capacity of 32 tools. Travels come to 41.34 inches, 22 inches and 18 inches on the X, Y and Z axis. This VMC is equipped with THINC OSP P300M control, which uses a Windows-based open architecture platform.
The Genos 560-V “is good for general machining,” says Endsley.
Other notable features on the VMC include hand scraped mating casting surfaces to ensure accuracy, longevity, and harmonic dampening. Bi-directional spindle cooling, meanwhile, provides thermal stability and longevity. The Genos 560-V is also ergonomically designed, with operational access from the front of the machine and wide door openings to make work zones

more accessible.
www.okuma.com/americas
Haas
Haas offers the small footprint, 40-taper DM-1 drill/mill center and the UMC-750SS high-speed, five-axis universal machining center.
Notable features on the DM-1 include high speed (a direct drive spindle can reach 15,000 rpm and allows for high-speed rigid tapping) and small footprint (a work cube of 20 x 16 x 15.5 inches and a 26 x 15 inch T-slot table). The drill/mill center’s impressive tool change speed (an 18+1 side-mount tool changer swaps tools efficiently and quickly) and fast rapids (2,400 ipm) “mean reduced cycle time,” says O’Fallon.
The Haas UMC-750SS is a 40-taper universal machining center with travels of 30 x 20 x 20 inches, 1,200 ipm rapids, an integrated high-speed dual-axis trunnion table and a 15,000 rpm inline direct-drive spindle.
“Our primary customer for the [The UMC-750SS] has been the small to medium job shop, where they have frequent changeovers and can benefit from setup reduction,” states O’Fallon. “Instead of using multiple set-ups on the same or multiple machines, three vises on a VMC for three operations; on the UMC-750SS, a single set-up means the machine can do all three operations in one operation.”
“The flexibility and reliability of the UMC-750SS and DM-1 makes them well-suited for all types of work,” he explains.
www.haascnc.com
Methods

Methods introduced an expanded line of horizontal machining centers from Japanese firm, Kiwa.
The Kiwa KMH line “now has pallet sizes ranging from 300 mm to 1,250 mm to handle a large range of part sizes,” says Otto.
The KMH-300 direct drive, 30-taper, 15,000 rpm horizontal machining center offers a compact footprint of 140 inches (depth) by 107 inches (width, including chip conveyor). Travels are 18.1 inches on the X and Y-axes and 13.7 inches on the Z-axis.
The KMH-630B is a 50-taper, 10,000 rpm, 630 mm dual pallet changer model. Its footprint measures 235 inches (depth) by 137 inches (width, including chip conveyor). Travels are 39.7 inches on the X-axis, 33.4 inches on the Y-axis, and 37.4 inches on the Z-axis.
The KMH-300 and KMH-630B series both offer integrated full rotary B-axis and Fanuc Oi-MD control with a 15 inch screen. A spindle oil cooling system and coolant-through ball-screws are standard.
www.methodsmachine.com
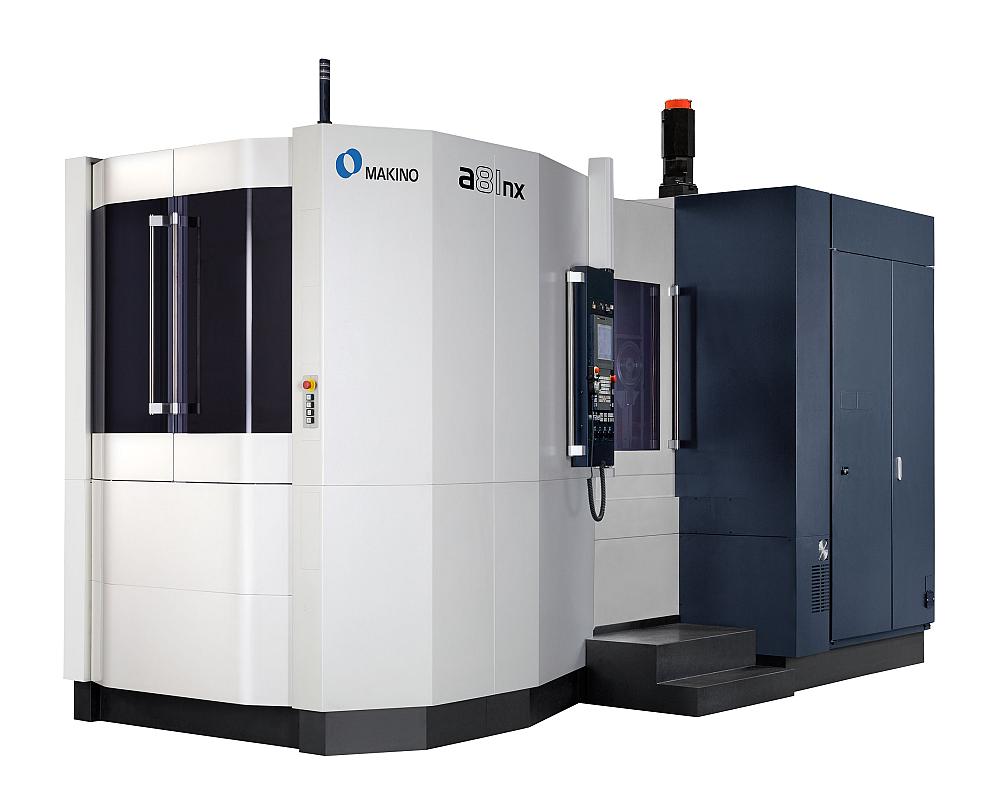
Makino
Japanese firm Makino introduced the a81nx horizontal machining center, the latest in a series including the a51nx and a61nx HMCs.
The a81nx was designed with large-part machining and limited work space in mind and features a 100 mm extension of the Y-axis column. This brings full-axis travels along the X, Y and Z axes to 35.4 inches, 35.4 inches and 40.2 inches. The increased Y-axis travel is particularly handy for automotive parts such as engine blocks and cylinder heads, where the critical mating surfaces require feed-on/feed-off milling passes to achieve optimal sealing.
The a81nx comes standard with a 10,000 rpm spindle that offers 305 Nm of duty-rated torque and 45kW of extended-duty power (26 kW of continuous output). Other advanced productivity features include new GI servo control mode that can decrease pocketing times for aluminum billet applications and a new chain-type 80-tool capacity automatic tool-change magazine for reduced tool-seek times. Options for this HMC include an 8,000 rpm high torque spindle configuration for manufacturers working with hard metals.
www.makino.com
Hurco
Hurco has five new 5-axis mills: the VMX30U-HSi, VMX42-HSRTi, VMX84-SWi, VMX60-SWi and VMX60-Ui.
The VMX30U-HSi is a trunnion-style, 5-axis machine with a high-speed 18,000 rpm integral motorized spindle. The VMX42-HSRTi offers a swivel-head design with direct drive and an 18,000 rpm spindle. The VMX60-Ui is another trunnion-style 5-axis machine, with a 12,000 rpm spindle and X, Y, Z trav
ls of 60 inches x 26 inches x 26.5 inches.
The two new SWi machines (the VMX84-SWi and VMX42-SWi) both have 4-axis rotary functionality but can be equipped with an A-axis table to accommodate five-axis machining. The VMX84-SWi has X, Y, Z travels of 84 inches x 34 inches x 30 inches while the VMX42-SWi has travels of 42 inches x 24 inches x 24 inches.
www.hurco.com

About the Author
About the Publication

subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




