







Editor

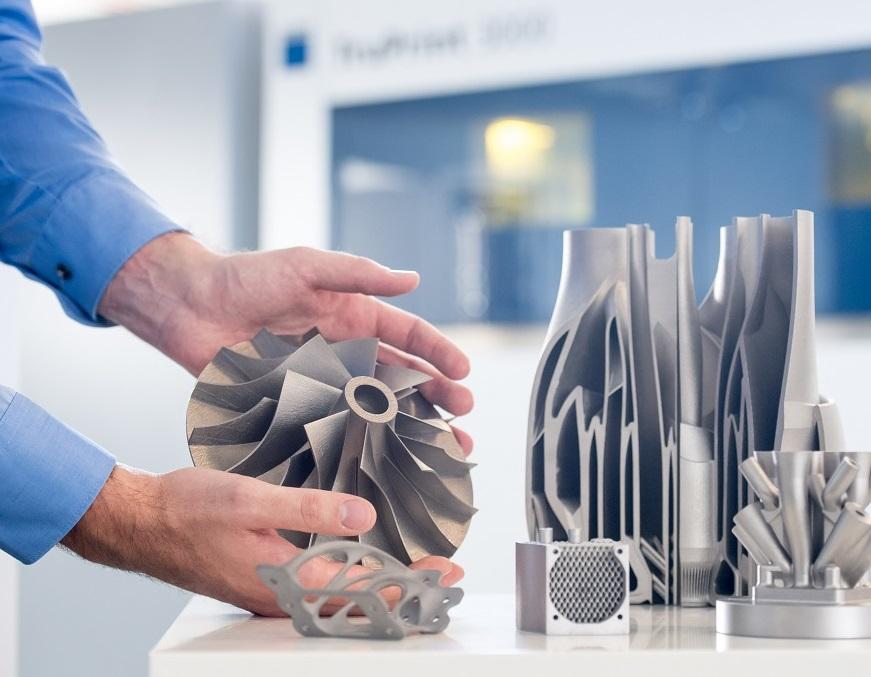
A part’s size, complexity, and desired properties will determine which additive manufacturing process should be used. Photo courtesy of voestalpine.
Additive manufacturing (AM) is a revolution of metal part production, not simply an evolution of an existing manufacturing process. It offers unprecedented design freedom (including of internal structures) and is only limited by the machine’s work envelope size and available materials.
What it’s not is a manufacturing panacea.
For the most part, simple components that currently are being made using traditional subtractive manufacturing methods already have reached their peak in terms of cost-effectiveness. The continued introduction of automation to the manufacturing process reduces these costs further by reducing labour content.
Simply put, shops have become experts in the use of their milling, turning, EDM, and grinding machines.
That is why, to take the next step along the path of advanced manufacturing, a disruptive technology like AM is needed.
AM machines fall into two broad categories -- powder and wire – based on the type of material the machine uses. The most commonly found machines in the metalworking industry today are powder-based systems. We will focus on that technology here.
“There are multiple additive manufacturing technologies currently available, including powder bed fusion, direct-energy deposition, binder jetting, ultrasonic, and wire arc,” explained Sami Arsan, vice-president, additive and advanced manufacturing technologies, for voestalpine, Mississauga, Ont. “And while there are many technologies, the most common one is powder bed fusion.”
Each type of AM technology lends itself to certain builds. For example, if the part is complex in nature, it likely requires powder-bed fusion because internal features can be created easily using this technology.
“Because of their complexity, these parts cannot be fabricated with conventional subtractive manufacturing technologies. It is possible to produce them through casting; however, the final parts are typically needed more quickly than it’s possible for them to be delivered,” said Jared Blecher, aerospace and defense engineer, 3D Systems, Rock Hill, S.C.
Batch size, tolerances, material, and deposition rate also play roles in which AM system is selected.

Because of 3D Systems’ optimized process, its metal AM technology can repeatedly produce nearly 100 per cent dense parts that achieve the required mechanical properties and in-service performance characteristics. One example of dense parts in service is this Thales Alenia Space satellite bracket. Photo courtesy of 3D Systems.
“To determine the appropriate metal AM technology, it’s important to understand the size and complexity of the part to be created and the desired properties. This will then guide which alloy to use to produce the part and in which feedstock – powder, which is the most common, or wire,” said Blecher.
The real power of AM comes in the complete rethinking that can take place at the design stage.
Designers no longer are constrained by conventional thinking and conventional methods. This has led to all-new ways to design a part, including using honeycomb features to reduce weight while maintaining strength and the creation of internal structures, such as a mould’s conformal cooling channels.
“It starts with the design. It’s a true paradigm shift in the thinking of the designers and how they approach part creation,” said Arsan. “If you can design it, you can print it.”
Two design ideals come to the forefront in designing for AM (DfAM): generative design and topology optimization.
Generative design software takes inputs, such as machine parameters and material to create multiple iterations of one part, giving designers multiple options for the same part. The ideal part design can then be selected – and simulated – before production begins.
The software explores all the possible part designs by quickly generating alternatives. It learns what is necessary from each iteration before settling on a final design. Generative design can reduce the time spent at the design stage and also create designs that may not have been thought of by designers that are not used to the freedom AM offers.
According to Arsan, topology optimization is what enables additive parts to use less material and improve their strength-to-weight ratio. Topology optimization essentially determines the best use of material within the design space, all while under dynamic load. This is of utmost importance to the aerospace industry.
The topology optimization algorithm creates the most efficient design based on the designer’s needs, and it usually removes material from a clunky design.
“If we look at the three main components of powder-bed fusion technology we see that they are the machine, the parameters, and the powder,” explained Carolin Hoerrmann, sales, additive manufacturing for TRUMPF, Farmington, Conn.
If an AM designer thinks without limits, they will understand what can truly be accomplished with additive manufacturing. Photo courtesy of Trumpf.
The machine includes the type of AM technology that is used and work envelope size, the parameters include laser power and build speed, and the powder is the build material.
“We have seven different material classes available right now and the grain size is between 15 and 45 microns. It’s very important to get the best flowability of the powder and to use a quality powder,” said Hoerrmann.
“New powder is constantly being developed to meet the needs of industry, and we also offer the ability to work with a customer to develop a powder based on their needs,” said Arsan.
Powders should be as spherical as possible and pack properly because this leads to predictable layering and solid fusion.
In powder bed fusion AM technology, the laser is critical.
Much like during traditional laser cutting, laser beam power, spot size, and focal point must be precisely controlled to produce quality parts. In an AM machine, the laser melts the metal powder and solidifies it over and over again in layers to produce the workpiece. The part is essentially created using nothing but powder and light.
“To be more productive, additive machines now have multiple lasers,” said Hoerrmann. “While being more productive, it also means the price tag is going to go up for the system, because the laser is the most costly part of the machine.”
There are other ways to improve productivity too.
“We have machines that have interchangeable build cylinders that can be exchanged quickly to reduce non-productive time,” said Hoerrmann. “One cylinder can be in the machine and the other can be moved to a station where the operator can remove the parts, all while the machine is still working.”
Argon and nitrogen are used as process gases in metal AM to reduce the amount of oxygen introduced into the part.

Designers no longer are constrained by conventional thinking and conventional methods. This has led to all-new ways to design a part. Photo courtesy of voestalpine.
“Oxygen can be detrimental to the part strength and ductility, and too much oxygen may push the part chemistry out of the material specification,” said Blecher. “3D Systems’ DMP process also uses inert argon to reduce nitrogen pickup in susceptible iron-based alloys. This is important because nitrogen can also decrease the surface tension of the molten pool, which may be detrimental to track formation.”
3D Systems also uses a vacuum chamber to introduce the inert gases, which reduces the oxygen content to very low levels. To accomplish this, the atmosphere is vacuumed from the chamber and back-filled with argon up to three times before printing starts.
According to Blecher, this reduces oxygen content to 25 parts per million or lower, which has been found to be necessary, particularly when using titanium-based alloys.
A current challenge to the adoption of AM is in creating perfect parts by eliminating defects.
“We believe the biggest challenge is knowing when and where stochastic defects will form and their dimensions. The current trend to identify such defects is to use process monitoring equipment and numerical algorithms,” said Blecher.
Stochastic defects occur as random patterns and can create failure points in the part.
Monitoring tools include real-time process monitoring, synchronized images of the melt pool and powder bed, synchronized images of real-time and archived jobs for comparison, and a toolset for analyzing the magnitude of a subject area.
“These capabilities enable the user to fully understand and control the process and take corrective action to minimize the inherent side effects of all metal 3D printing technologies, such as spatter and lump formation, to significantly improve part quality,” said Blecher.
A challenge for the near future is a definitive lack of knowledge about the technology and its capabilities.
“There are multiple factors that will affect the adoption of additive technology. One is a lack of knowledge,” said Arsan. “This is a complex process and one that shouldn’t be used without a fundamental understanding of what is, and what is not, possible. Great strides can be made in metal part production, but manufacturers must know going in that a new way of thinking is needed.”
Hoerrmann suggested that design engineers that are currently employed need training in technology that may not have existed when they were learning their trade.
“If the designer can really think without limits, meaning the limits regarding existing manufacturing capabilities, then they will understand what can be accomplished,” she said.
Editor Joe Thompson can be reached at jthompson@canadianmetalworking.com.
3D Systems, www.3dsystems.com
TRUMPF, www.trumpf.com
voestalpine, www.voestalpine.com/additive




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




