







Editor
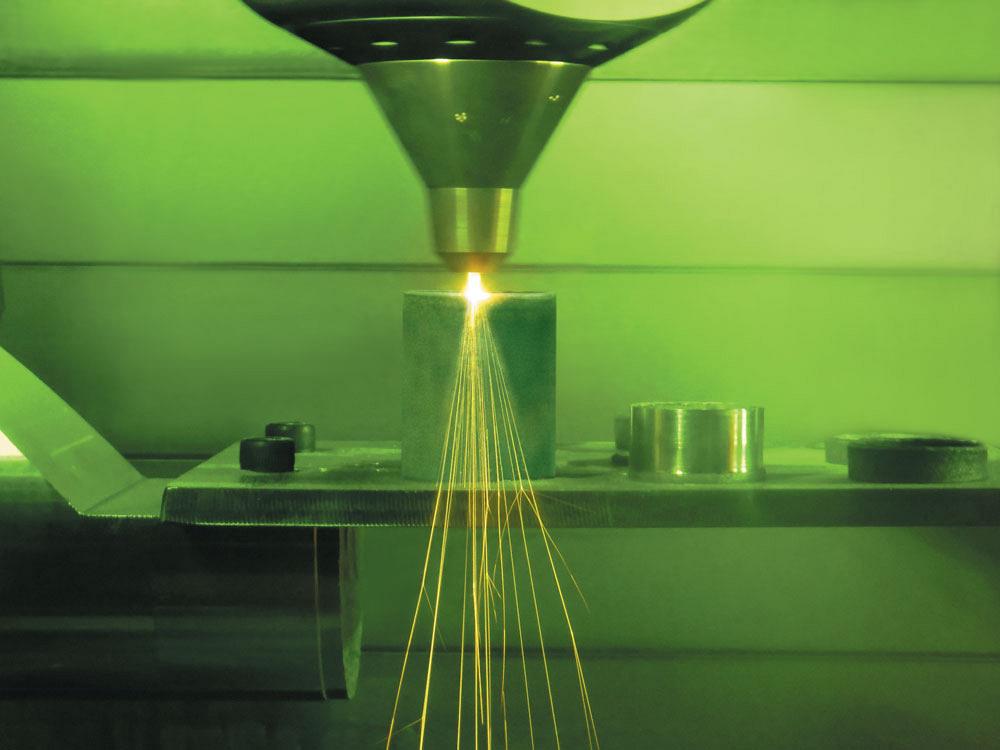
Metal parts can be "grown" from metal powders, including stainless, titanium, chrome, and nickel alloys. Photo courtesy of Mazak Corp.
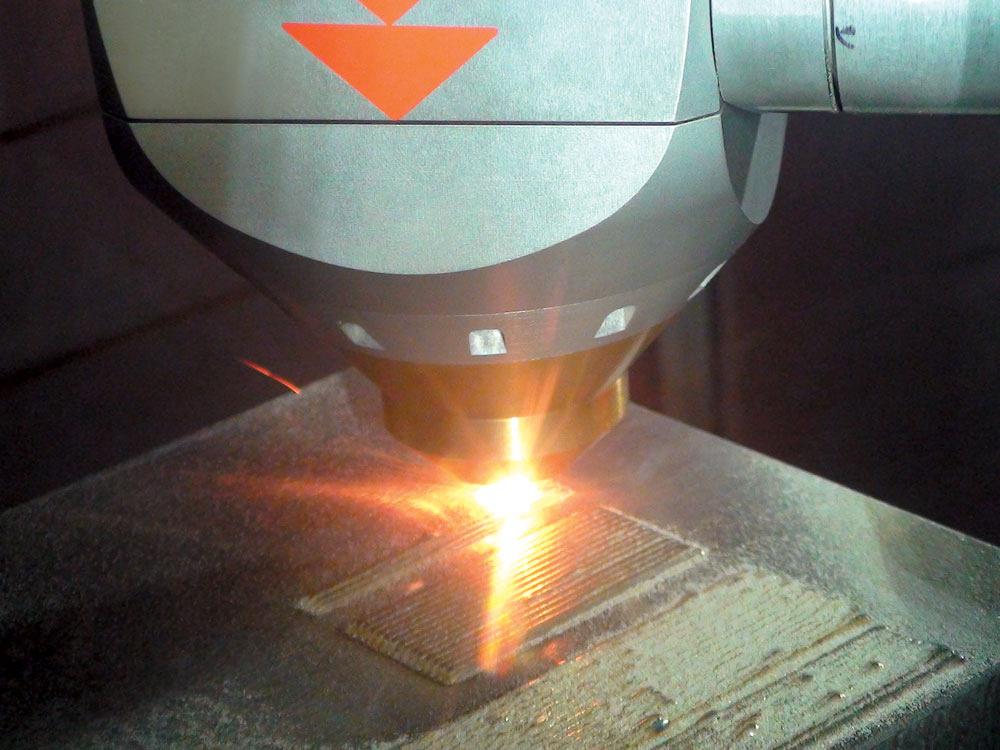
Additive manufacturing (AM) builds up components layer by layer, depositing material and binding it together typically by the heat generated from a laser beam.
In metal manufacturing, this means parts now can be “grown” from metal powders, including stainless, titanium, chrome, and nickel alloys.
AM technology has been kicking around in university laboratories and large government contractors since the 1980s, but the last decade has seen the introduction of commercially viable machines. And just in the last few years, additive technology has been paired with subtractive technology (milling, turning) to create a new hybrid.
For a company like Mazak Corp., Florence, Ky., a specialist in multitasking, it was simply another technology it could add to its existing machine tool lineup.
“In 2014 we added the cladding process to our existing Integrex machines,” explained Joe Wilker, product group manager. “It made sense for us as a company to include additive manufacturing in our existing multitasking machines to give our customers another tool for their toolbox.”
The company now employs two different metal deposition technologies (powder-based cladding and wire-based deposition) on different multitasking machine platforms.
Mazak has both single-laser and dual-laser systems, and choosing between the two is based on deposition rate. When not in use, the cladding heads are stored in the machine’s tool magazine.
“This allows manufacturers to move from additive to subtractive machining just by a simple tool change,” said Wilker.
The laser beam is generated by a fibre-optic power source, but diode lasers also can be used, which typically are less costly than a fibre-based system, according to Wilker.
“The fibre laser technology is the same IPG laser system that is part of Mazak’s laser cutting machines,” said Wilker. “The laser beam is run through a coaxial-type cable into a docking station. Once the cladding head is placed in the milling spindle, the docking station brings in the fibre-optic laser, the powder, and also argon.”
Subtractive and additive manufacturing can be accomplished in a single machine using hybrid technology. Photo courtesy of Mazak.
Coolant is necessary when using the high-volume head.
“If you change from a 1-mm cladding head to a 3-mm cladding head, you have to cool it or you can break the focal lens,” said Wilker.
Machines with two heads are required for heavier deposition rates. Depending on how much material you want to lay down, the deposition rate varies. The fine head deposits a layer that is approximately 1 mm wide by 0.5 mm high, and delivers about 0.15 kg per hour. If you need to lay material faster, you need to switch to the 3-mm cladding head, which delivers 0.46 kg per hour in a layer that is 3 mm wide by 1.5 mm high.
The company is working on a larger cladding head that will double the amount of material that can be laid down on a single pass. The current power source, a 1,000-watt laser, would need to be replaced by a higher-wattage source, however.
Whether it’s the single-laser or dual-laser system, both of these machines require extra protection to keep the powder contained. The added protection is similar to that on machine tools that machine graphite. Double walls, an enhanced exhaust system, and a machining area that is kept at a negative pressure are all required.
These machines are suitable for small-lot production of difficult-to-cut materials such as those used in the aerospace, energy, and medical industries. The additive capability generates near-net-shape component features then completes the part with finish machining operations, including 5-axis milling, contouring, and turning.
The second type of metal deposition available in these hybrid machines uses metal wire instead of powder. This Wire Arc system was added to the Variaxis j-600 vertical machining centre.
According to Wilker, the system deposits material faster because it uses wire instead of metal power.
“This technology can be compared to a MIG welder,” said Wilker. “A ram comes down next to the milling spindle and feeds wire to the part. Any off-the-shelf wire can be used too, making it a valid choice for manufacturers that want to additively add aluminum, a process that can be dangerous if powdered aluminum is used because it is very combustible.”
It’s not just safety requirements on the machine tool that are important either. Handling the powdered metal requires caution, training, and good work habits.

The laser beam is generated by a fibre-optic power source, and delivered to the work zone along with the metal powder and argon. Photo courtesy of Mazak Corp.
“I always say that safety in working with AM powders comes down to two words: good housekeeping,” said Mark Kirby, additive manufacturing business manager for Renishaw Canada, Mississauga, Ont.
This powder can be as fine as 10 microns or as large as 100 microns, depending on the type of AM process being used. The larger particles are less likely to become airborne and typically clump up and fall.
The fine particles, which most commonly fall between 15 and 45 microns, are a threat to become airborne if mishandled. This is why personal protection equipment (PPE) must be worn when handling this material.
“PPE isn’t just important when handling metal powder, it’s vital,” said Kirby. “Gloves, goggles, and masks that include a particulate filter that can handle the fine particle sizes are a must, as is the proper footwear.”
One mistake many operators make, according to Kirby, is wearing footwear designed to be worn by electricians, instead of footwear that is specifically designed to be anti-static electricity.
Even if the operator is covered and protected, there are other steps that can be taken to help ensure a safe and secure work environment.
Kirby identified the four following key safety elements:
1. Metal exposure. As expressed previously, these powders are extremely fine and there is a risk that they can be inhaled or even absorbed through the skin, causing metal toxicity in the body. A buildup of aluminum, for example, can lead to neurological disorders. Wearing the proper PPE and engaging in training can help eliminate this risk.
2. Powder handling. Powder typically is delivered in buckets or large barrels, and moving the metal powder from these containers to the machine can be hazardous. The use of PPE is paramount during this part of the process.
“The loading procedure varies depending on the type of additive process that is taking place and by manufacturer,” said Kirby. “But no matter the system, it’s important to have care during this time. Companies should have delivery, handling, loading, and storage procedures in place, and adhere to them. Even something as simple as dropping some powder on the floor should be taken seriously and cleaned up straightaway.”
3. Gas exposure. Most AM machines use odorless gases during the melting process to displace the oxygen present in the shop air.
“The work zone needs to be void of oxygen to get the metal deposition right. If the oxygen level in the work area drops, however, it can be very dangerous for the operator,” said Kirby.
A quick fix for this problem is to have an oxygen sensor installed near the machine.
Gas exhaust also can be problematic in AM production. Some machines create noxious gas during the deposition phase that needs to be vented outside the building.
4. Fire and explosions. Any process involving powdered metal makes fire and explosions a real possibility, if only a rare one.
Anti-static footwear and mats should be used to reduce the chance of creating a static electricity arc. Because these arcs can cause fires, Class D fire extinguishers should be located near every AM machine.
“It’s also important to note that electrical outlets should be removed from the work area,” said Kirby. “It’s all about reducing the number of risk factors involved.”
When possible, Kirby suggested that a separate room that is away from other shop operations be used for AM work.
Editor Joe Thompson can be reached at jthompson@canadianmetalworking.com.
Mazak Corp., 859-342-1700, www.mazakusa.com
Renishaw Canada, 905-828-0104, www.renishaw.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




