







Keeping the Edge
Fibre laser edge quality is not a closed loop
Fibre lasers are reliable, repeatable, and generally easier to operate than CO2s. Power flows to the cutting head through maintenance-free fibre-optic cables. Libraries of process information set cutting parameters for commonly used materials and thicknesses. Sensors monitor the cutting process, and the machines adjust variables like pierce times and speeds. Few things can go wrong. Cut the same part from the same material and get the same results--without constant tweaks.
Still, not everything involved in producing a quality laser-cut edge is—or can be—automated. The number of things that can go awry is small, but unattended they can make the difference between an acceptable part or scrap. Operator knowledge, attention, scrutiny, and correction are needed.Increased dross levels, recast lines, striations, divots, and discolouration on the edge of the part are signs that the process needs intervention.
“Unfortunately, even though fibre lasers have gotten much better and do pretty much everything themselves, edge quality is not a 100 per cent closed loop,” said Mike Millette, laser product manager at Prima Power. “And, unfortunately, visual indicators of a problem don’t tell the operator exactly what might be causing the lack of cut quality.”
Individual machine options will determine exactly what an operator can adjust, but some basic checks can be made when a laser-cut edge is not up to par.
Keep Nozzles Clean, Round, Centred
Nozzles, with the paramount responsibility of directing the laser beam from the fibre-optic cable to the cutting zone, need to be good quality, clean and centred. A dirty, damaged, or off-centre nozzle, Millette said, can affect the capacitor reading between the nozzle tip and the material. That can affect the nozzle standoff and, in turn, the edge quality.
Tim Tapper, product development supervisor for Mazak Optics Corp., said, “Fibre laser cutting is a thermal process so there is molten metal around the cutting torch. If any of it splashes up and adheres to the bottom of the nozzle tip, it can have a negative effect. A lot of fibres have an automatic nozzle process where a brush cleans debris off the nozzle at the beginning of the cutting process.”
If the nozzle tip has come into contact with an obstruction, like a tipped-up part, the impact can cause deformation. An out-of-round orifice will change beam delivery and cut quality.
Hank White, national product manager at Mitsubishi Laser, recommends removing and checking the nozzle and it’s centring as a first step when there are problems. “If the nozzle is still round, be sure it is centred or on point. Some machines will check centring automatically. If they don’t, it’s a job for the operator.”
Dross on one side of the cut can indicate that the nozzle is offcentre. “The beam is on one side of the nozzle and the air and the pressure is on the other side. One side of the cut is getting heated more than the other, so dross tends to build up on one side,” said Millette.Spot size, based on material type and thickness, is typically part of the built-in process parameters. But operators can adjust that incoming beam to the cutting torch if edge quality isn’t what it should be using the system’s setting.
Replace Dirty or Damaged Windows
Since fibre laser lenses are highly susceptible to dust and all types of contaminant, the laser heads are typically sealed in a protective housing that should never be opened for maintenance on a shop floor. The changeable, protective window or slide at the bottom of the laser head assembly protects the lens from grime and spatter. Once that window is dirty, it has the same negative effects as a dirty lens.

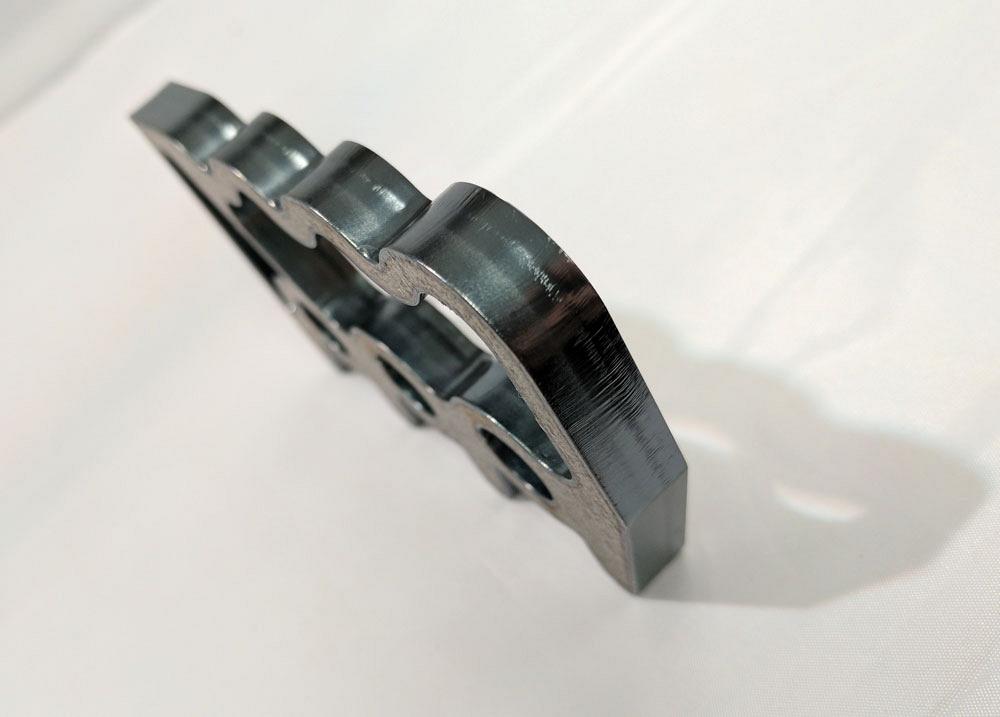
A dirty, damaged, or out-of-center nozzle has a significant effect on edge quality. Photo courtesy of MC Machinery Systems-Mitsubishi Laser.
Nine out of 10 times, said Millette, if there is a problem with the cut quality, a dirty window is the culprit.
A dirty window can ruin the mode quality. Cut quality may be good in three directions but lost in the fourth. Or, said Millett, the cutting process may stop and parts end up welded to the sheet or plate. Replacement is preferred over cleaning.
“Spots on the window can have a pretty dramatic effect on the quality of cut,” said Tapper. “They can cause anything from the loss of ability to cut through the material to requiring a slower speed to accomplish the cut to creating a subpar edge quality.
“The windows get dirty when hot metal spatters on them. Sparks hit the surface and have a tendency to embed a small bead of metal in the bottom of the optic. That is difficult to clean off,” said Tapper. “It might be possible to clean off a film buildup that doesn’t involve metal fragments, but excess cleaning can damage the window, and it’s definitely a clean-room process,” Tapper said.
Window optic distortion is rare, said White, but it does occur. “Like on a CO2, if you start aging a window, it can start to thermally distort and you can get some power loss. That will change edge quality. Slowing the process can, at times, keep you cutting until you can replace that optic.”
Maintain Power Levels and Gas Pressures
Fluctuating power levels and gas pressures can cause a variation in the cut quality but remove power as a potential cause because it is monitored by the equipment. Millette said, “If the power level drops below a certain point, the machine throws error messages so the operator knows that is an issue. Gas pressures are also monitored by most machines, and an error will be generated if pressure drops below a certain point because something has happened to the gas stream or the gas tanks are empty.”
Assist gas flow needs to be constant. Tapper said that if you don’t have an assist gas system in your shop that maintains the flow, the cut quality can degrade. Trying a higher pressure may eliminate the problem.
“Some fibre laser cases command a substantially higher pressure than an operator would even think of using with a CO2,” said Tapper. “Adjusting feed rates and gas pressures can help keep a quality edge when material composition varies or the material is rusty or scaly.”
Don’t Tweak Too Much
Fibre lasers are, overall, easier. Maintenance issues are basically in the hands of the OEMs. The number of things that an operator can, or should, adjust is small.
White said, “When it comes to fibre lasers, we’ve taken as much of the mystery as possible out of the process so operators don’t have to touch much to get the quality cut. If they cut the same material over and over and the material is consistent, they should use consistent data and get a consistent cut.”
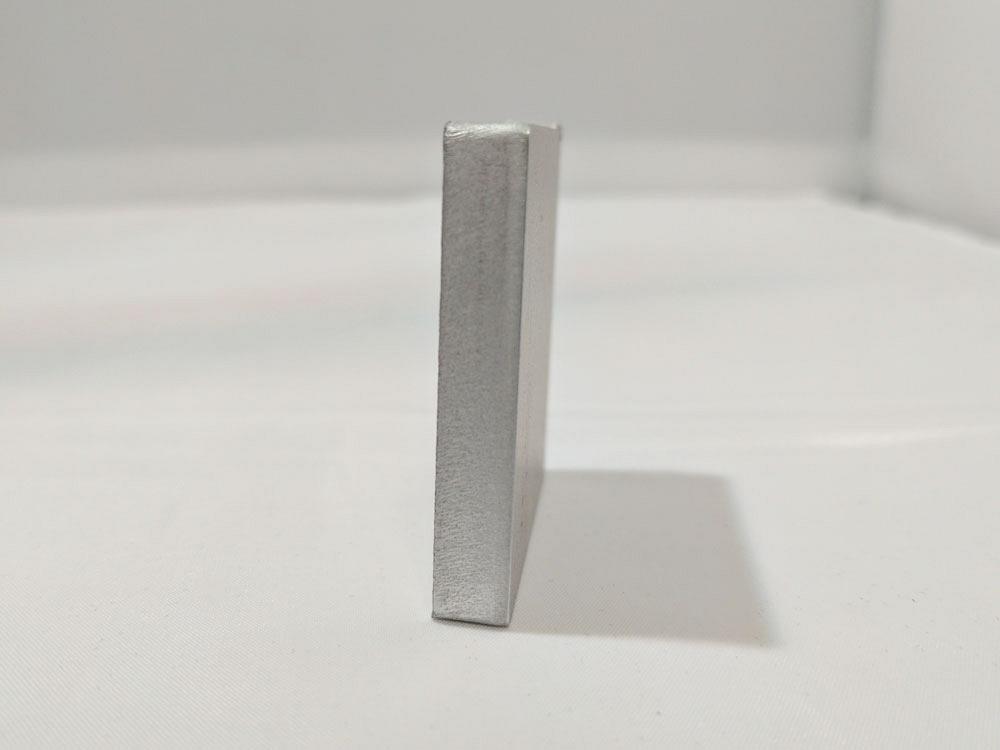
Dross on a typically smooth, clean aluminum edge can indicate that a gas pressure or focus adjustment is needed. Photo courtesy of Mazak Optonics Corp.
Cutting with a fibre laser? Edge quality questionable?
Here’s a short list of questions to help track down the problem:
- Is the nozzle clean?
- Is the nozzle damaged?
- Is the nozzle centred?
- Is the window dirty?
- Is gas pressure consistent?
Mazak Optonics Corp., 847-252-4500, www.mazakoptonics.com
MC Machinery Systems-Mitsubishi Laser, 630-616-5920, www.mcmachinery.com
Prima Power, 847-952-6500, www.primapower.com


{kind=link}
{kind=link}
subscribe now


Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription- Stay connected from anywhere

Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.
- Trending Articles
1
Aluminum MIG welding wire upgraded with a proprietary and patented surface treatment technology

2
CWB Group launches full-cycle assessment and training program

3
Achieving success with mechanized plasma cutting

4
Hypertherm Associates partners with Rapyuta Robotics

5
Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.
