







Editor

“We have our PSR 3015 part picking robot and our TK 3015L system, which is more of a gantry-style part picker,” said AMADA AMERICA’s Phillip Picardat. “Both will pick and place parts in about 10 seconds, but then you have to think about how many parts are on your sheet to determine the length of time it will take to complete the sorting process.” Here we see the PSR in operation. AMADA
The drive for automation in fabricating shops has been exacerbated in recent years by the increased precision and speed of fiber laser machines. Tower systems designed to feed raw material to the machine for cutting have been available and relatively simple to integrate into the cutting process for a long time. Part sorting, on the other hand, is a technology that is taking shops longer to adopt. Manually sorting parts from a table is labour intensive and not the best use of human resources. Finding people to do such a repetitive physical job day after day can be a challenge.
However, introducing a part sorting system isn’t as simple as tacking on a sorter to a load/unload system.
“The first thing I tell anyone looking at sorting is that it’s going to change the entire value stream around laser cutting in the same way that it changed when you went from a turret punch to a laser,” said Brendon DiVincenzo, regional head of solutions for Bystronic. “You have to approach the production of that part with sorting in mind for that entire workflow.”
“You have to think through whether a part sorting system can keep up,” said Phillip Picardat, automation product manager, AMADA AMERICA. “Can it track parts that are being cut, and how easy is it to transfer those parts to the next process? You have to think about how the nest is set up for cutting and sorting. How are the parts going to be unloaded—what’s your next destination for those parts?”
But part sorting can affect even earlier decisions in your process.
“It can go all the way back to how you buy material,” said DiVincenzo. “Most cold-rolled product is finished with a temper pass, a final stress relieving operation, before it gets cut to length and put into a bundle. But sometimes it can still have residual stress in it, so it may warp as you cut it, which, if you’re doing manual sorting isn’t an issue, but it is with an automated system. So we’re seeing more investment in sheet that’s completely mechanically stress-relieved and stays very flat.”
When first looking at a part sorting system, the speed at which parts are removed from a sheet can seem like a straightforward calculation, but of course there are several process variables.
“We have our PSR 3015 part picking robot and our TK 3015L system, which is more of a gantry-style part picker,” said Picardat. “Both will pick and place parts in about 10 seconds, but then you have to think about how many parts are on your sheet to determine the length of time it will take to complete the sorting process.”
Beyond that, it’s key to consider how long the nest will take to cut.
“Is it very hole intensive?” said Picardat. “Is it going to take 5 minutes to cut the parts or 60 seconds? And how long does the load/unload process take? If you are cutting unlike materials and shifting between shelves and sorting pallets, that can also add to your production time. Will your setup work effectively with a 3- or a 9-kW laser? Everything needs to be considered.

Kitting parts on a nest might be slightly different depending on your part sorter. “A sorting system with multiple heads, for instance, may do better with a pair of half-sheet nests in terms of picking parts up in parallel to reduce the overall cycle time,” said Bystronic’s Brendon DiVincenzo. Here we see the company’s BySort in action. Bystronic
“We have customers that are cutting ½-in., 5- by 10-ft. hole-intensive sheets that take 35 minutes to cut,” he continued. “You are not going to have cycle time concerns with the automation in that case.”
The speed of the part picking may not even matter to a shop, of course, as long as the overall process is still more efficient and accurate by removing human handling of parts.
“It used to be that a shop would track beam-on time because it was the only measure of productivity,” said DiVincenzo. “That was true when the laser was the bottleneck in the shop. But with high-powered fiber lasers, you can cut a shift’s-worth of work in a fraction of the time a legacy machine could have done. The question is, if you put a tarp over your whole laser/sorting setup and just saw neat stacks of finished parts coming out according to your production schedule, are you still satisfied with that?”
Part sorting requires a shop to think several steps ahead. For instance, what is the most efficient way to deliver parts to forming or assembly? Picardat notes that some companies will still sort like parts together that then go into storage for processing later. For some job shops that makes the most sense, but many others are kitting parts together.
“If, after cutting, the parts on a sheet are going to a press brake or for welding, it is ideal to have a complete kit to send down the line,” he said. “Customers are looking for ways to streamline in this way, and AMADA offers this solution. With automated press brakes that can now switch tooling between jobs in two minutes, they can do a complete kit on one brake and send that down to assembly without part location management or worrying about which parts are being formed on what brake.”
Kitting parts on a nest might be slightly different depending on your part sorter as well.
“A sorting system with multiple heads, for instance, may do better with a pair of half-sheet nests in terms of picking parts up in parallel to reduce the overall cycle time,” said DiVincenzo.
One thing this changes in nesting practices is that filler parts in the shop to fill out a nest may no longer be economical.
“That gets harder to do with a sorting system because a modern laser will cut that part in a matter of seconds, and if it takes 10 seconds to pick that part up and set it down, if you look at the economics and throughput of that entire cell, it’s being held up by these little filler parts that, on an individual basis, don’t have a ton of value,” said DiVincenzo.
Conversely, nesting for common cuts works well with sorting systems.
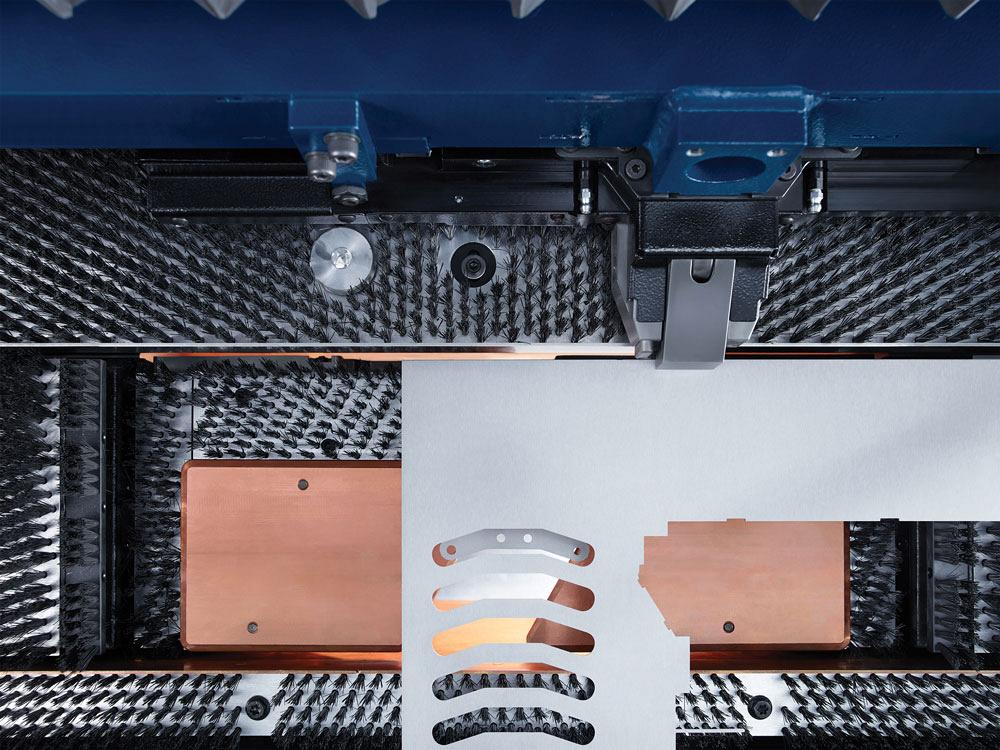
TRUMPF’s TruLaser Center 7030’s design means that sorting works somewhat differently. For instance, smaller parts and scrap can be pushed through the table’s SmartGate and into bins, meaning that the speed of the sorting plate isn’t slowed down by lifting smaller parts off the table (although a shop can choose to do so if they wish those parts to be placed with others in a kit). TRUMPF
“The easiest skeleton to pick out of is the one that doesn’t exist,” said DiVincenzo.
Many job shops feel that, with the wide part mix they need to produce annually, part sorting doesn’t make sense.
“Our response to that is usually, ‘What do you want to be good at?’” said DiVincenzo. “Where do you want to be more competitive? The sweet spot for sorting tends to be in the 16 ga. to 5/8 in. range. That’s really where things work very well without special treatment. There are optimization conversations to be had with the right product mix, even in a job shop.”
As explained earlier, beam-on time isn’t everything in a shop anymore.
But at TRUMPF, they’ve tried to address the concerns of job shops by creating a laser centre, the TruLaser Center 7030, that operates more like a punching machine in the way that it sorts parts as it cuts, uses a brush table rather than slats, and moves both the sheet and the laser head.
“With the speed of high-powered fiber lasers today, it makes sense to more fully integrate cutting and sorting,” said Felix Weigelt, smart factory consultant at TRUMPF. “It doesn’t make sense anymore to look at pure cut and laser beam times, but rather we look at the full process time from a raw sheet to a fully sorted and separated part.”
The full service laser machine’s design means that sorting works somewhat differently. For instance, smaller parts and scrap can be pushed through the table’s SmartGate and into bins, meaning that filler parts can still be processed in a nest, and the speed of the sorting plate isn’t slowed down by lifting smaller parts off the table (although a shop can choose to do so if they wish those parts to be placed with others in a kit).
In terms of cutting, the sheet is held by clamps, so that has to be taken into account in the nesting process. And although common cutlines can be used, attention has to be paid to ensure that sheet integrity remains as parts are removed.
Sorting of parts is different as well. Small metal pins rise from the brush table to push a part onto a passive suction cup plate.
“The programming software here is key,” said Weigelt. “All the geometries from the TruLaser Center 7030 machines producing in the market get fed back to TRUMPF in an anonymous form. If a machine in the field is unable to remove a particular geometry, we take that feedback and then train our data models to recognize these geometries, then re-optimize them and send out an updated patch to the machines in real time so that they are continuously learning and feeding customer machines using artificial intelligence.”
In all automated systems, part storage is a key staging ground, and these systems have become smarter as well.
“Our MARS system, for instance, allows you trace your parts from raw material being picked off the rack to the final product,” said Picardat. “Our integration software (Influent by AMADA and ISC) allows the front office to track material throughout the process so that when an employee or, if a shop is very advanced, an automated guided vehicle goes to the storage system to pick up parts for the next process, they can be traced efficiently.”
Storage towers essentially act as buffers and staging locations.
“On an inline system like a cutting machine paired with a panel bender, for instance, you are only producing as much as your fluid process can handle,” said Weigelt. “If you are cutting 30 seconds per part but your panel bender is taking 40 seconds per part, the speed of your cutting doesn’t matter. The storage system acts as a buffer without creating a bottleneck.”
If the complexity of determining how part sorting technology combines with other systems to create efficiencies seems daunting, don’t be put off. Some companies have dedicated teams that will examine a shop’s workflow to determine the best approach for a shop to get started on its automation journey.
“Our smart factory consulting approach determines what makes sense in terms of automation in customer shop environment, whether it be automated sorting or some other form of process efficiency,” said Weigelt. “It may not be what the customer initially believed was the ideal investment. You have to define what aspects of a smart factory work for you by using a data-driven approach to make decisions about your ideal future fabrication setup.”
“We are here to help customers find solutions,” said Picardat. “Our VPSS (Virtual Prototype Simulation System) group will look at the baseline of what a customer plans to run through their factory, take a snap shot of parts through their entire manufacture, and review it. We will then provide the customer with a report showing their current production bottlenecks and solutions available. This report will also include efficiency gains they could expect to see.”
AMADA’s automation equipment compliments this train of thought. “We also have a modular system called the AMS 3015 CL, designed and built in North America, that allows a customer to buy a two-pallet, single load/unload system that is expandable to include additional storage, and is compatible with the TKL and the PSR,” he continued. “The customer doesn’t have to do all the investment right up front. They can start thinking about what investment they want to make next, what bottleneck is next in line to be managed.”
A part sorting system is important for what it removes from your process, which is possible errors.
“I have a customer that has two team members dedicated to searching out lost and misplaced parts,” said Picardat. “They spend more than a week every month sorting through these parts trying to find their home. Automation systems pick and place parts consistently every time. There is no concern about parts being stacked upside down, or the grain direction being incorrect.
“It also eliminates any risk of injuries due to handling or lifting materials,” he continued. “Any way you can make a shop space safer is a win.”
Automation systems tend to handle parts a bit more carefully as well.
“Generally, it’s scratch-free handling,” said DiVincenzo. “If you have cosmetic finished parts and all you’re doing is picking them up and placing them down gently, there’s little risk of damage.”
Whatever gains such a system might give you, however, it is tied to how it functions in concert with all the other elements in your part workflow.
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
AMADA CANADA, www.amada.ca
Bystronic Canada, www.bystronic.ca
TRUMPF Canada, www.trumpf.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




