








{kind=link}
Editor

At FABTECH Chicago last year, we continued to see the push for higher-kilowatt laser cutting machines. At least two machines on the floor topped out at 20 kW, and that number keeps rising. But the constraints around many shops mean that kilowatts aren’t the be-all and end-all of the decision process. Quality finishes and other process benefits can accrue from technologies touted at lower-kilowatt values. Ultimately, the needs of a shop will dictate which technology serves best.
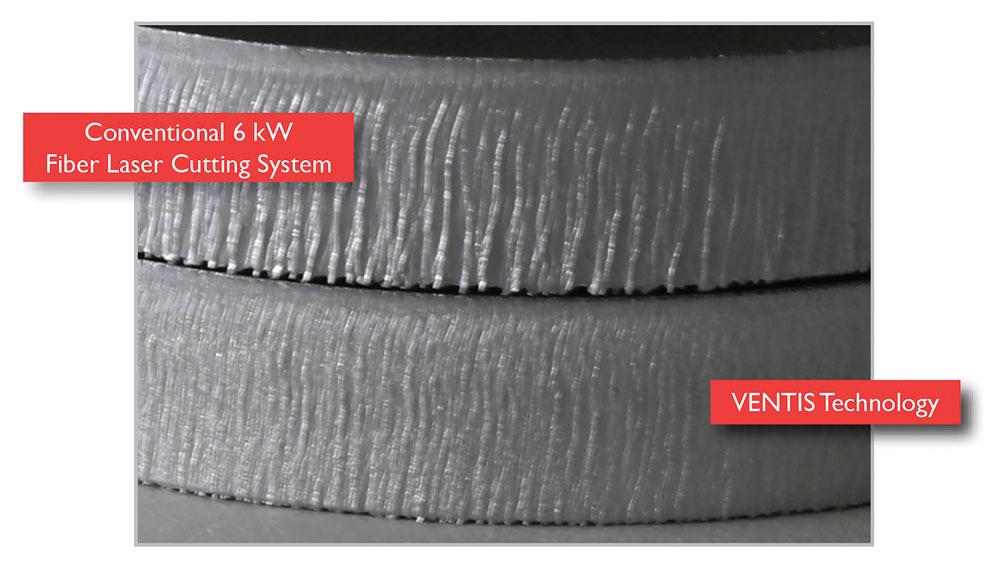
An example of a technology that is helping companies do more with fewer kilowatts is Amada’s Locus Beam Control (LBC) technology, which currently is available only on the company’s Ventis 3015 AJ fibre laser table, a 4-kW machine. But with the technology the machine can reach speeds similar to those of a 6-kW machine with an improved finish on parts. And being a 4-kW machine, it has a lower initial investment associated with it.
“The machine uses a single 4-kW module, which means it has fewer combining points and a simpler beam delivery system, so it produces a purer beam, which helps with the speed and edge quality of the completed part,” said Dustin Diehl, laser division product manager, Amada America Inc. “Some builders would use several modules to deliver that wattage. Having fewer, higher-powered diodes in a single module means a simpler design and fewer potential points of failure.”
The LBC technology adds another level of complexity to how the machine operates.
“Many technologies in the market use optical manipulation of the beam to make it possible to cut both thin and thick materials cleanly using fibre lasers,” said Diehl. “What this technology does instead I liken to welding techniques and patterns. Each application has a different way in which it has to be welded, and that is how we have to look at materials; each material has a different way in which, ideally, it can be cut. With the LBC we actually move the beam back and forth, side to side, in a circle (there are many different configurations) within the diameter of the nozzle to get the smoothest edge possible on the part. For cosmetic applications, particularly on stainless steel, that is really important.”
In certain applications, Diehl has seen this technology achieve speeds 30 per cent faster than other Amada machines that run at the same wattage. As he explained, this speed increase is also aided by a new control system and the way it communicates with the drive system.
This is an example of how newer technologies can serve niche markets without breaking the bank on kilowatt investments.
“This technology will run material like 18-ga. stainless much faster than a conventional 4-kW fibre laser,” said Diehl. “The quality achieved with LBC also makes it suitable for the food and medical industries. And for a job shop, the variety of configurations offered by the LBC means that it can cut thicker material cleanly. While the speed won’t be as great with thicker materials, edge quality is still improved, meaning that with any parts you produce there are time savings in post-processing.”
Diehl also stressed the kerf mode the technology offers.
“If you think about the game ‘Operation’ we played as kids, that’s what automated part picking can feel like with fibre lasers,” he said. “The kerf can be so thin that it’s difficult to pick parts out of a sheet. The LBC is designed to increase that kerf value to create more space around the skeleton, creating greater success rates in part picking.”
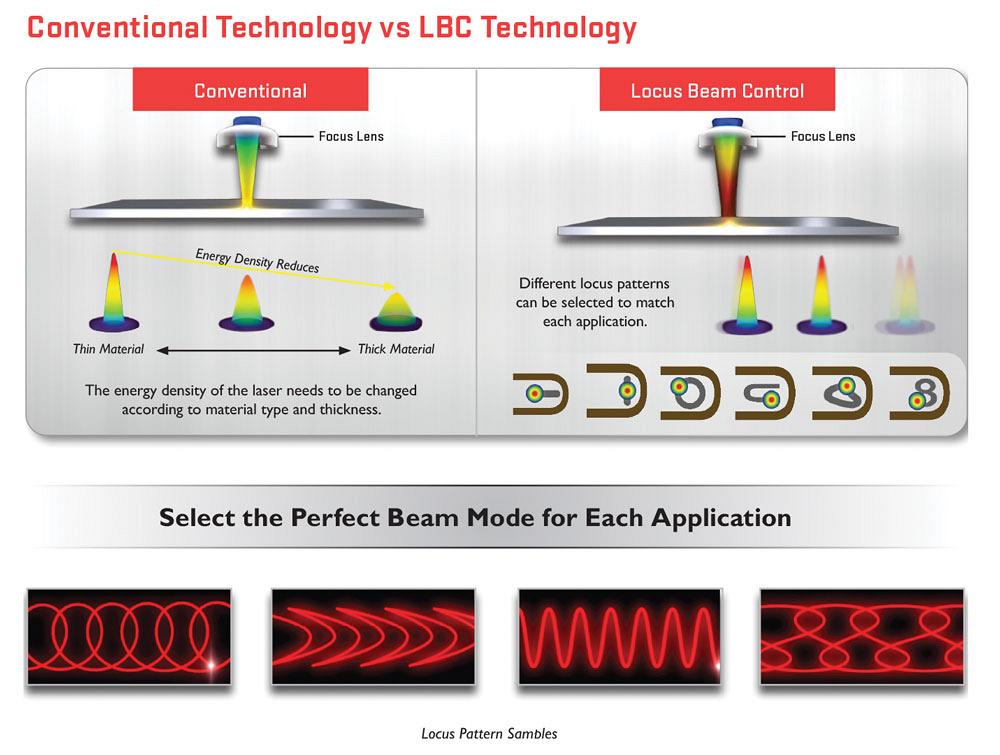
“With the LBC we actually move the beam back and forth, side to side, in a circle (there are many different configurations) within the diameter of the nozzle to get the smoothest edge possible on the part,” said Dustin Diehl, laser division product manager, Amada America Inc. Image: Amada
Cutting steel on a fibre laser comes with challenges; for instance, variability in material quality can affect the quality of a cut and therefore part quality.
TRUMPF’s Active Speed Control, available on the company’s TruLaser 5000 series fibre machines, is a technology that was developed to assist with material variability. With the use of cameras, it observes the material as it cuts and, with feedback mechanisms, in real time tells the machine how to adjust to issues in the material.
“The camera is essentially watching the shape of the kerf,” said James Gamache, TruLaser sales engineer, TRUMPF Inc. “If the kerf starts to widen, the machine knows to speed up because it sees the metal is overmelting in that scenario. And in the opposite case, if the kerf starts narrowing too much, the machine is going to slow the cut down and accommodate to that change. The goal is to get a constant kerf width.”
“However, when it comes down to it, the machine will constantly be adjusting,” said Brett Thompson, laser technology and sales consulting manager, TRUMPF Inc. “That’s what is so remarkable about it, that it is reacting to changes second by second. Every material and material thickness has set parameters programmed in the machine; this technology helps fine-tune those for the most precise cut. The speed with which the machine captures an issue and reacts to it is something that our minds can’t process. It’s essentially a form of predictive maintenance.”
The technology can be used on various materials, of course, but Thompson sees particular value in mild steel.
“If we have a part with a lot of tight contours, particularly if it’s an oxygen-cut piece, that heat could be affecting the quality of the cut,” he said. “The intelligence of the Active Speed Control can really help with that.”
While TRUMPF engineers have seen feed rate increases with this technology, Gamache insists that the reliability gains are more important in the long run.
“The key is that the system makes the small adjustments necessary between material batches without the operator having to adjust the machine’s parameters,” he explained. “It can accommodate for rust, material thickness variability, and other surface imperfections.”
TRUMPF has developed other technologies suitable for this mid-range steel area as well. It recently introduced the EdgeLine Bevel technology, featured on the TruLaser 3000 series and TruLaser 5000 series machines, which gives shops the ability to cut 30- and 45-degree bevels on 1/8- to 5/8-in. steel cut with oxygen.
“This is done in three steps,” said Gamache. “First you do a preparatory cut held with a nanojoint, and then you come back and use a slightly defocused beam to create the bevel feature. A third pass cleans out any slag in the kerf.”
Amada's Locus Beam Control (LBC) technology allows a 4-kW machine to reach speeds similar to those of a 6-kW machine with an improved finish on parts. Amada
This technology allows shops to make external bevels and internal details like countersunk holes.
“This is an oxygen-only process, so it does require some post-processing,” said Thompson. “But it avoids the extra step of using a second machine to make those bevels, removing some non-productive processes.”
About 3 mm has to remain at the bottom of the bevel; the bevel can be cut to a depth of 4 mm.
At FABTECH Chicago, the company previewed a nanojoint technology that it is developing as well, also ideal for mid-range steel.
“Nanojoints are created by ramping the laser power down and then up again very quickly,” said Thompson. “This creates a very narrow joint on the bottom of the part. This means that parts next to each other ‘fall’ into each other rather than through the slats. When you pick them up, they separate from one another easily and don’t require the post-process that microjoints require.”
At whatever power a laser is working, shop owners have to consider who will be tending that machine. The simpler the process, the better. It is becoming more common to have automated feedback mechanisms to check the fundamentals of the machine’s operation to ensure it is running smoothly. It’s a challenge to find experienced operators, so the more a machine can do to ensure it is running efficiently, the better it is for the whole shop.
A case in point is Mitsubishi’s new GX-F Advanced machine. It monitors the cut, the gas use, and has tools to simplify nesting for rush jobs or remnants.
“With all the labour shortages we have experienced in the market, what the machine tries to do is take the guessing game out of the hands of the operator,” said Shane Herendeen, North American sales manager for fabrication at MC Machinery Systems. “We use cameras and microphones to watch and listen to the machine cut. During the cut it is monitoring for burr detection, weld detection – anything that might go wrong in the cut. When it recognizes an issue, it is going to go over to the nozzle changer and implement nozzle diagnostics to make sure the nozzle isn’t damaged. It either changes out the nozzle if it is damaged, or it goes back to the cut and adjusts conditions to improve the cut.
“On the flip side, if the machine is cutting fine, it has the intelligence to increase the speed of the cut in increments of 3 per cent,” he continued. “First-, second-, and third-shift people are different; having controls like this ensures no one is adjusting the controls manually. And with lights-out operations, it reduces the risk of scrapped parts.”
This system is also equipped with the company’s Advanced Gas Reduction system, designed to reduce the amount of nitrogen used in production.

TRUMPF’s Active Speed Control is a technology that was developed to assist with material variability. Photo: TRUMPF
“It is a special nozzle design that has high-pressure air coming through the nozzle that serves as a shielding gas for the nitrogen,” Herendeen explained. “Not only does it keep nitrogen from straying from the kerf, but it allows you to improve your nitrogen efficiency without moving the nozzle closer to the workpiece, where you risk head crashes. It’s also a smaller-diameter nozzle, which keeps the flow down.”
According to Herendeen, the nozzle has achieved 30 per cent savings in nitrogen use in some applications.
The other interesting aspect of this machine is its augmented reality (AR) function.
“This AR system essentially has two cameras on top of the machine that take pictures of where the material is being cut,” said Herendeen. “It sends those to the controls, where the images are combined into one that shows the operator the sheet on the bed of the machine. Using this image, the operator can then alter the placement of the processing head, drag and drop a hot job onto it, do remnant cutting. You don’t need the machine to go through the process of recognizing where the sheet is placed because you can place parts right on the screen yourself.”
The tools described in this article are just a few examples of how these companies and others are working to simplify laser cutting operations to increase productivity and assist shops facing labour challenges. As much as higher-kilowatt machines may increase cutting speeds, there are many other factors to consider.
Editor Robert Colman can be reached at rcolman@canadianfabweld.com.
Amada America, www.amada.com
MC Machinery Systems, www.mcmachinery.com
TRUMPF Inc., www.trumpf.com




Keep up to date with the latest news, events, and technology for all things metal from our pair of monthly magazines written specifically for Canadian manufacturers!
Start Your Free Subscription
Easily access valuable industry resources now with full access to the digital edition of Canadian Metalworking.

Easily access valuable industry resources now with full access to the digital edition of Canadian Fabricating & Welding.




